
西门子6ES7522-5FH00-0AB0 西门子6ES7522-5FH00-0AB0 西门子6ES7522-5FH00-0AB0

SIMATIC S7-1500, 数字输出模块 DQ 16xAC 230V/1A ST;双向可控硅(TRIAC); 16 通道,分成组,每组 2; 2A 每组; 替换值
长沙玥励自动化设备有限公司(西门子系统集成商)长期销售西门子S7-200/300/400/1200PLC、数控系统、变频器、人机界面、触摸屏、伺服、电机、西门子电缆等,并可提供西门子维修服务,欢迎来电垂询
联系人:姚善雷 (销售经理)
手机 :13874941405
QQ : 3464463681
地址:长沙市岳麓区雷锋大道468号金科世界城16-3303室
|
建议同时购买:

SIMATIC S7-1500, 数字量输入模块 DI 16xAC 230V BA, 16 条通道,每组 4 条; 输入延时 20ms; 输入端类型 1(IEC 61131)

SIMATIC S7-1500, 模拟输入模块 AI 8xU/I/RTD/TC ST, 16 位分辨率 , 精度 0.3%, 8 通道,分成组,每组 8, 4 通道在用温度传感器 RTD 测量情况下, 共模电压 10V; 诊断;过程报警 包括馈电元素, 屏蔽支架和屏蔽端子

SIMATIC S7-1500,异型导轨 482.6 mm(大约 19 英寸); 包括接地螺栓, 集成 DIN 导轨 用于安装小型物料 如端子之类,断路 器和继电器
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
TM Count 2x24V,订货号: 6ES7550-1AA00-0AB0 是一个能够提供双通道计数、测量以及位置反馈功能的工艺模块。
图01. TM Count 2x24V 模块视图


计数是指对事件进行记录和统计,工艺模块的计数器 捕获编码器信号和脉冲,并对其进行相应的评估。可以使用编码器或脉冲信号或通过用户程序指定计数的方向。也可以通过数字量输入控制计数过程。模块内置的比 较值功能可在定义的计数值处准确切换数字量输出(不受用户程序及 CPU 扫描周期的影响)。
| 名称 | 订货号 | 版本 |
| CPU 1511 | 6ES7511-1AK00-0AB0 | FW V1.5 |
| TM 2x24V | 6ES7550-1AA00-0AB0 | FW V1.0 |
| STEP7 TIA Portal | 6ES7822-1AA03-0YA5 | V13 |




| 图例 | 名称 | 信号类型 |

|
增量编码器(A、B 相差) |
带有 A 和 B 相位差信号的增量编码器。 |

|
增量编码器(A、B、N) | 带有 A 和 B 相位差信号以及零信号 N 的增量编码器。 |

|
脉冲 (A) 和方向 (B) | 带有方向信号(信号 B)的脉冲编码器(信号 A)。 |

|
单相脉冲 (A) | 不带方向信号的脉冲编码器(信号 A)。可以通过控制接口指定计数方向。 |

|
向上计数 (A),向下计数 (B) | 向上计数(信号 A)和向下计数(信号 B)的信号。 |
表01. 计数器工艺对象支持的信号类型
在计数器特性里面可以配置计数器的起始值,上下极限值和计数值到达极限时的状态,以及门启动时计数值的状态。在本例中设置起始值为0,上下极限为+/-10000,设置当计数值到达极限时计数器将停止,并且将计数值重置为起始值,将门功能设置为继续计数(图11)。
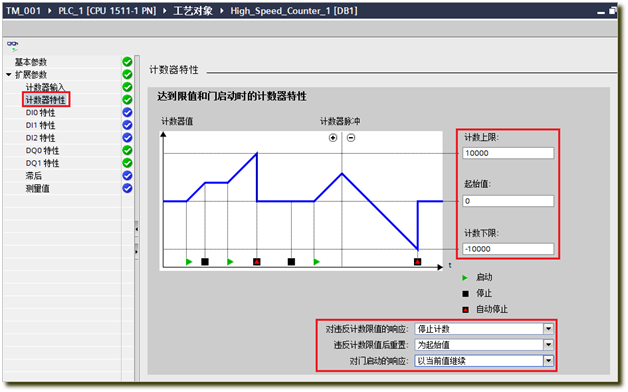
图11. 设置计数器的上下限及门功能



| 序号 | 名称 | 功能 |
| 1 | SwGate | 软件门:通过该控制位来控制计数器启动和停止; |
| 2 | ErrorACK | 错误应答:出现错误并处理错误后通过此控制位来复位故障状态; |
| 3 | EventACK | 事件应答:确认计数器事件状态,如:计数值超限等; |
| 4 | SetCountValue | 设置计数值:通过该控制位可以将当前计数值更改为其他值,注意:修改值需要写到工艺对象静态变量“NewCountValue”中; |
| 5 | StatusHW | 工艺模块状态位: 模块已组态并准备好运行, 模块数据有效; |
| 6 | StatusGate | 门状态位:该状态位反映了内部门的实际状态,只有改状态为为"True"时,计数器才会工作; |
| 7 | StatusUp | 增计数状态位:表示当前计数方向为增计数; |
| 8 | StatusDown | 减计数状态位:表示当前计数方向为减计数; |
| 9 | PosOverflow | 超上限状态位:表示当前计数值已经超过设定的计数值上限; |
| 10 | NegOverflow | 超下限状态位:表示当前计数值已经超过设定的计数值下限; |
| 11 | Error | 错误状态位:表示当前计数工艺对象有错误; |
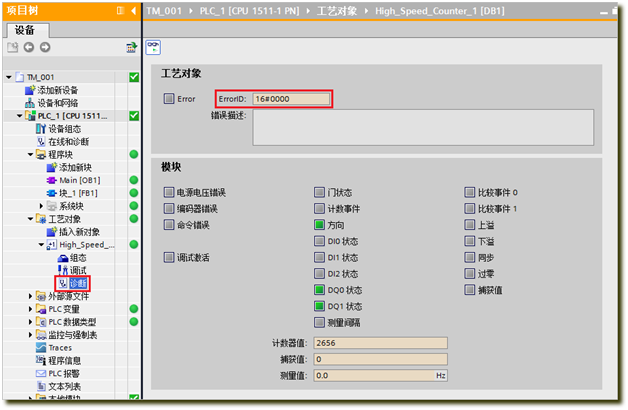
| 12 | ErrorID | 错误代码:显示当前工艺对象错误的故障代码; |
| 13 | CounterValue | 计数值:计数器工艺对象的实际计数值; |



本例功能介绍
在本例中将介绍S7-300C 中集成的计数功能及作业功能。
2示例系统的体系结构
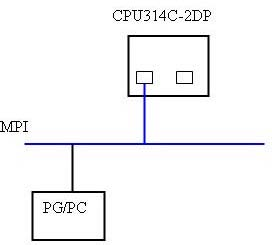
图 1 本例中选用一个S7-300 CPU314C-2DP, 并插入MMC 卡
3 本例所用的设备
3.1所用软件
STEP7 V5.4
3.2所用硬件
1、 一个S7-300 CPU314C-2DP
2、带有CP5611 的 Field PG 710
3、512K MMC 卡
4 组态高速计数器参数
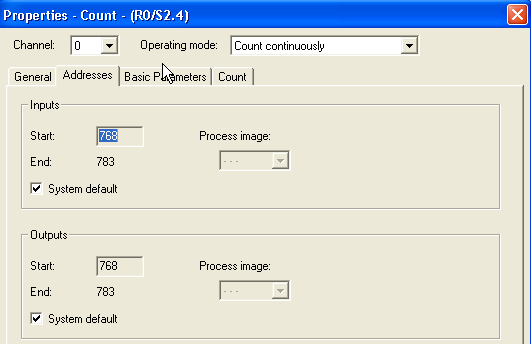
打开STEP7,新建一个项目,名称为counter(图2),在项目中插入一个S7-300 站(图3)。打开硬件组态,依次插入机架和CPU314C-2DP,双击子槽2.4“Count”进入组态画面(图4)。
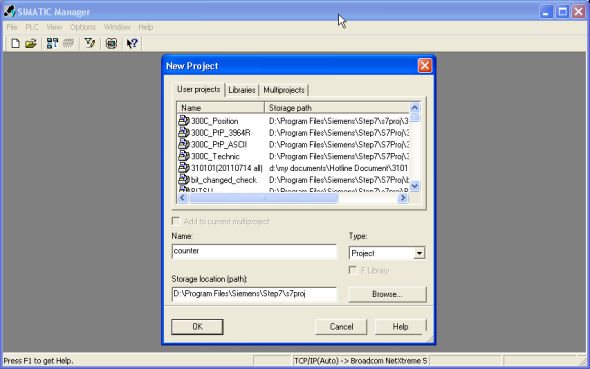
图2 新建项目
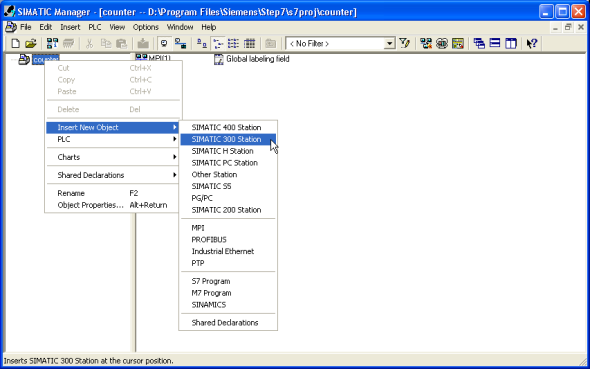
图3 插入S7-300站
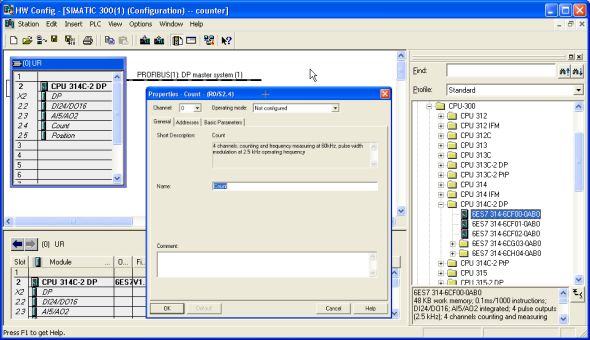
图4 插入CPU314C-2DP后双击“Count”打开组态画面
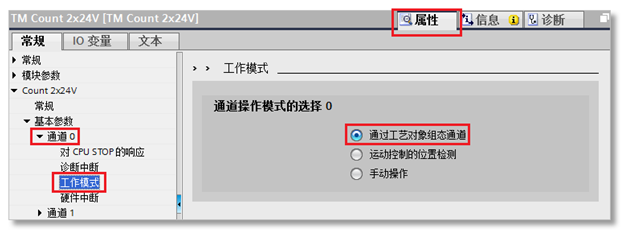
4.1 操作模式
S7-300C 集成高速计数器功能, 以314C 为例, 集成4 路完全独立60kHz的高速计数器。计数模式可分为:
1、连续计数--计到上限时跳到下限从新开始。
2、一次计数--计到上限时跳到下限等待新的触发。
3、周期计数--从装载值开始计数, 到可设置上限时跳到装载值从新计数。
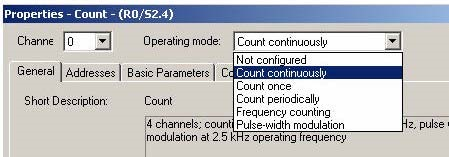
图 5 操作模式
4.2 控制参数的设置
1、主计数方向可分上/下计数
2、门功能--只有在门打开时计数值才有效
1) 取消计数--门再次打开时计数值清零
2) 停止计数--门再次打开时计数从上次计数值开始计数
3、开始/停止值--周期计数时上限值
4、比较值--用于产生中断
5、滞后值— 可防止临界时产生的扰动
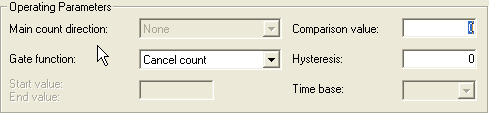
图6 操作参数
4.3 输入/输出的设置
1、输入--1) 脉冲信号, 2) 硬件门, 3) 计数方向, 硬件门可使计数值更加精确
2、输出--1) 设置比较器用于触发快速输出 2) 可设置输出点脉冲时间
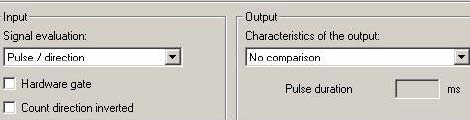
图7 输入输出设置
4.4 中断设置
产生中断调用OB40(必须在basic parameters 选择中断或诊断+中断)。
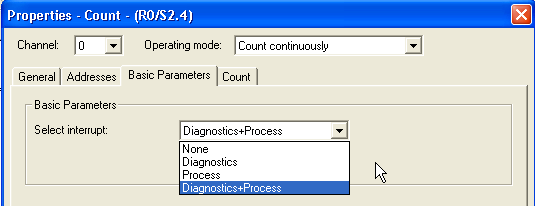
图8 基本参数选择中断
中断可选择:
1、硬件门开中断 2、硬件门关中断 3、接近比较值中断4、超上限中断 5、超下限中断。
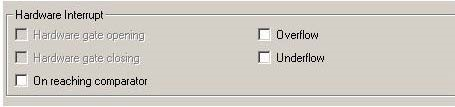
图 9 硬件中断
5 接线
示例使用的是通道0,参考下面的针脚定义接线。
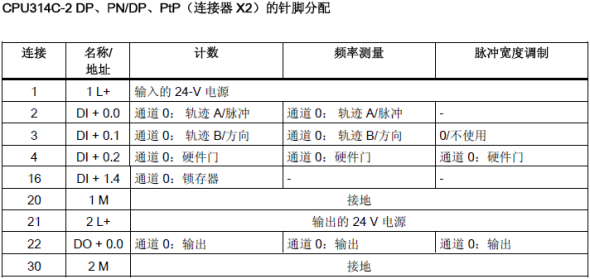
图10 针脚分配
DI+1.4 为锁存触发点,D0+0.0 为比较输出。
6 编程
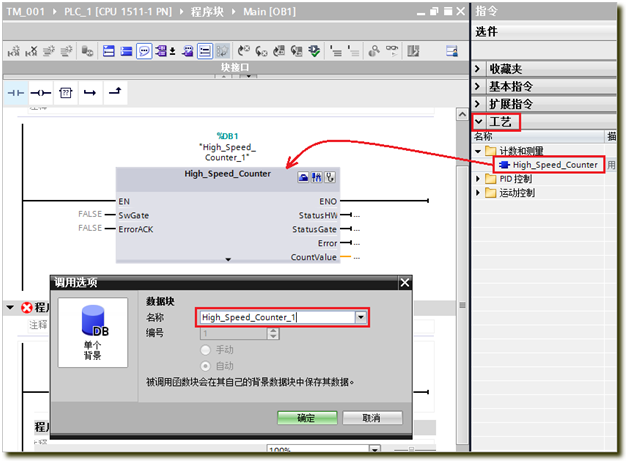
在编程界面左侧的库文件中找到系统函数块SFB47,并在OB1中调用。
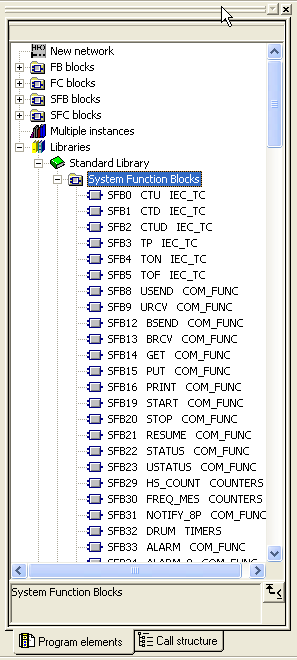
图11 功能块所在位置
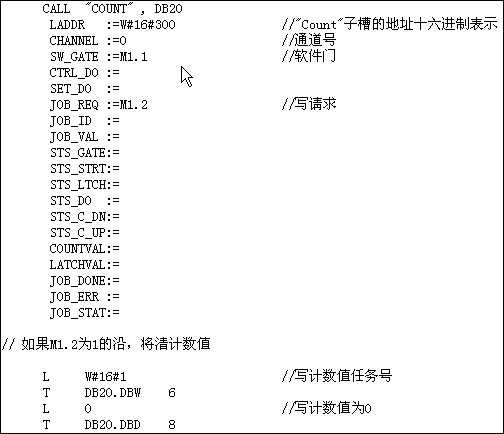
图12 程序
西门子6ES7522-5FH00-0AB0 西门子6ES7522-5FH00-0AB0 西门子6ES7522-5FH00-0AB0

