
锂电池极片缺陷检测介绍:
锂电池极片在生产过程中,会因为涂布机、辊压机的原因造成正负极的露箔、暗斑、亮斑、掉料等缺陷,制片后人工对极片进行检测。锂电池极片检测系统是利用机器视觉方式替代人工对极片进行检测,挑选出次品极片,实现极片检测的自动化。
可检测的极片的不良类型有:
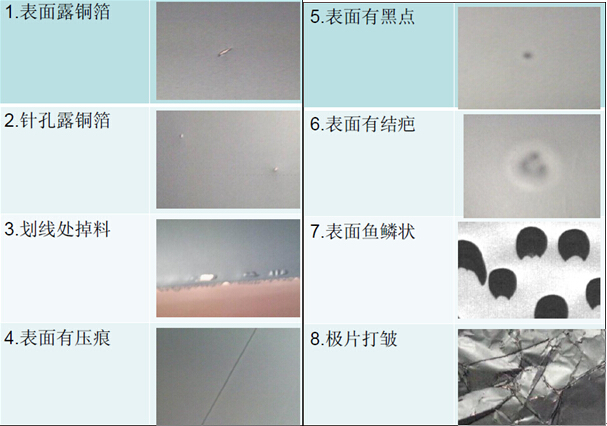
一、负极缺陷检测类型
1. 表面露铜箔;可以检测出0.2*0.2mm及以上的缺孔。
2. 针孔露铜箔;可以检测到0.2*0.2mm及以上的缺孔。
3. 划线处掉料;可以检测到掉料,需要在待检测范围内,掉料需要露铜。若掉料且不漏铜,差异明显即可检出。
4. 表面有压痕;可以检测到0.2mm宽以上的压痕
5. 表面有黑点;若黑点与背景差异很小,会当做良品。
6. 表面有结疤;
7. 表面鱼鳞状;
8. 极片打皱;
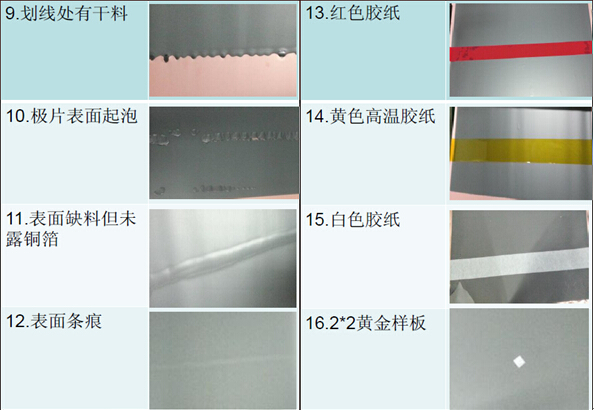
9. 划线处有干料;
10. 极片表面起泡;
11. 表面缺料但未露铜箔;
12. 表面条痕;
13. 红色胶纸;
14. 黄色高温胶纸;
15. 白色胶纸;
16. 2*2黄金样板;0.2*0.2mm以上可以检测。
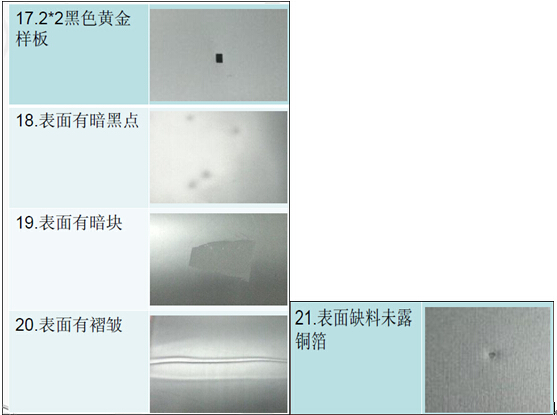
17. 黑色黄金样板;0.2*0.2mm以上可以检测。
18. 表面有暗黑点;
19. 表面有暗块;
20. 表面有褶皱;0.5mm宽以上可以检测。
21. 表面缺料未露铜箔。
二、正极可检测缺陷类型
1. 表面露铝箔;大于0.2*0.2mm的滤波可以检测出。
2. 针孔露铝箔;大于0.2*0.2mm的滤波可以检测出。
3. 表面缺料未露铝箔;
4. 表面有掉料未露铝箔;
5. 表面有黑点;
6. 表面有白斑;
7. 表面有鱼鳞状;
8. 极片打皱;
9. 表面粉尘掉入,压后有白斑;
10. 表面大面积白点;
11. 表面缺料但未露铝箔;
12. 表面条痕;
13. 红色胶纸;
14. 黄色高温胶纸;
15. 白色胶纸;
16. 2*2黄金样板;
17. 2*2黑色黄金样板;
18. 表面刮伤后有压印;
19. 表面有暗块;
20. 表面有褶皱;
三、检测参数
1>.检测速度:20米/分;
2>.检测方式:双面检测;
3>.检测宽幅:最宽700mm,可以定制。
4>.次品处理方式:贴标。
机器视觉方式检测极片瑕疵具有不接触、无损伤,100%检出的优点。人工检测可能会因人员主观因素导致检测标准不一致和效率不同。还可能因为人手接触或者呼气所致的湿气导致极片受损。
特殊属性:机器视觉对锂电池极片检测和成型电池检测的优势:
(l)准确率高:可准确识别涂布刮痕、极片残损、极耳焊接不对称等现象,准确率远远高于人眼检测。
(2)具有客观重复性:排除了电池检测结果受检测人员主观意愿、情绪、视觉疲劳等人为因素的影响,可信度高。
(3)速度快、效率高、成本低:用人眼观察时检测数量能达到15/min,而用机器视觉检测时能达到60/min,大大提高了生产率,同时也节约了人力成本。
另外研究机器视觉在电池检测中的应用可以在将来实现将处理软件脱离PC而移植到独立的设备,例如工业相机、DSP芯片,从来减小设备占用面积,便于安装,而且适合在狭小的环境中工作,从而实现对人难以观察到的部分进行实时监测。


