
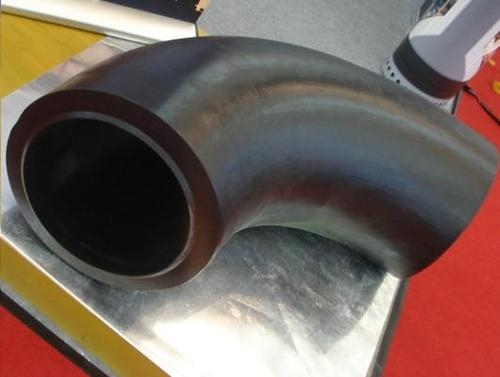
兰州12Cr5Mo弯头批发弯头的制作办法热推成形。热推弯头成形工艺是选用专用弯头推制机、芯模和加热设备,使套在模具上的坯料在推制机的推进下向前运动,在运动中被加热、扩径并曲折成形的进程。热推弯头

的变形特征是依据金属材料塑性变形前后体积不变的规矩确认管坯直径,所选用的管坯直径小于弯头直径,通过芯模操控坯料的变形进程,使内弧处被紧缩的金属活动,补偿到因扩径而减薄的其它部位,然后得到壁厚均匀的弯头。热推弯头成形工艺具有外形漂亮、壁厚均匀和接连作业,适于大批量出产的特征,因而成为碳钢、合金钢弯头的首要成形办法,并也运用在某些规范的不锈钢弯头的成形中。成形进程的加热办法有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,选用何种加热办法视成形产品要求和动力状况决议。
冲压成形冲压成形弯头是早运用于批量出产无缝弯头的成形工艺,在常用规范的弯头出产中已被热推法或其它成形工艺所代替,但在某些规范的弯头中因出产数量少、壁厚过厚或过薄
 产品有特别要求时仍在运用。弯头的冲压成形选用与弯头外径持平的管坯,运用压力机在模具中直接成形。在冲压前,管坯摆放鄙人模上,将内芯及端模装入管坯,上模向下运动开端,通过外模的和内模的支撑作用使弯头成形。 与热推工艺比较,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状况,没有其它部位剩下的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但因为适用于单件出产和低本钱的特征,故冲压弯头工艺多用于小批量、厚壁弯头的制作。
产品有特别要求时仍在运用。弯头的冲压成形选用与弯头外径持平的管坯,运用压力机在模具中直接成形。在冲压前,管坯摆放鄙人模上,将内芯及端模装入管坯,上模向下运动开端,通过外模的和内模的支撑作用使弯头成形。 与热推工艺比较,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状况,没有其它部位剩下的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但因为适用于单件出产和低本钱的特征,故冲压弯头工艺多用于小批量、厚壁弯头的制作。

9月16日,我省接到环保督察组交办的第三十六批案件,共计314件。其中,重点案件85件。长春市90件(重点案件13件)、吉林市28件(重点案件5件)、四平市18件(重点案件6件)、辽源市18件(重点案件6件)、通化市22件(重点案件11件)、白山市37件(重点案件15件)、松原市36件(重点案件8件)、白城市28件(重点案件8件)、延边州20件(重点案件8件)、长白山保护开发区1件(重点案件1件)、梅河口市6件(重点案件2件)、公主岭市6件。
冲压弯头分冷冲压和热冲压两种,一般依据材料性质和设备才华挑选冷冲压或热冲压。冷揉捏弯头的成形进程是运用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推进下,管坯沿内模和外模预留的空隙运动而完结成形进程。
根据国土部门资源评价,我国页岩气可采资源量达20余万亿立方米,但目前全国累计探明页岩气地质储量不到1万亿立方米,绝大部分资源尚处在沉睡状态。国务院发展研究中心市场经济研究所副所长邓郁松认为,目前的开发力度还不够,尤其是一些面积大、潜力大、可采性强的区块还没有动起来。曾参与壳牌等跨国公司页岩气开发的李海晨认为,我国页岩气逐步放量、持续增长是大势所趋。“如果政策推动力度再大一些、市场更活跃一些,在10年内实现‘页岩气革命’是有可能的。


