
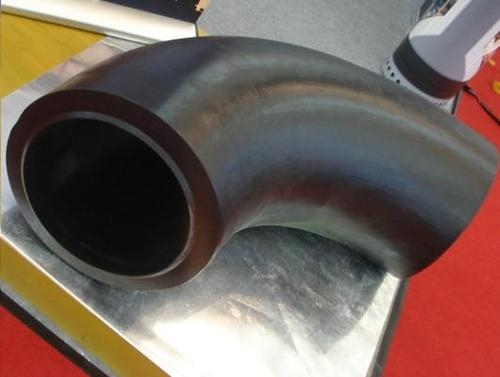
海淀15CrMo弯头加工弯头的制作办法热推成形。热推弯头成形工艺是选用专用弯头推制机、芯模和加热设备,使套在模具上的坯料在推制机的推进下向前运动,在运动中被加热、扩径并曲折成形的进程。热推弯头

的变形特征是依据金属材料塑性变形前后体积不变的规矩确认管坯直径,所选用的管坯直径小于弯头直径,通过芯模操控坯料的变形进程,使内弧处被紧缩的金属活动,补偿到因扩径而减薄的其它部位,然后得到壁厚均匀的弯头。热推弯头成形工艺具有外形漂亮、壁厚均匀和接连作业,适于大批量出产的特征,因而成为碳钢、合金钢弯头的首要成形办法,并也运用在某些规范的不锈钢弯头的成形中。成形进程的加热办法有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,选用何种加热办法视成形产品要求和动力状况决议。
 冲压成形冲压成形弯头是早运用于批量出产无缝弯头的成形工艺,在常用规范的弯头出产中已被热推法或其它成形工艺所代替,但在某些规范的弯头中因出产数量少、壁厚过厚或过薄
冲压成形冲压成形弯头是早运用于批量出产无缝弯头的成形工艺,在常用规范的弯头出产中已被热推法或其它成形工艺所代替,但在某些规范的弯头中因出产数量少、壁厚过厚或过薄
 产品有特别要求时仍在运用。弯头的冲压成形选用与弯头外径持平的管坯,运用压力机在模具中直接成形。在冲压前,管坯摆放鄙人模上,将内芯及端模装入管坯,上模向下运动开端,通过外模的和内模的支撑作用使弯头成形。 与热推工艺比较,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状况,没有其它部位剩下的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但因为适用于单件出产和低本钱的特征,故冲压弯头工艺多用于小批量、厚壁弯头的制作。
产品有特别要求时仍在运用。弯头的冲压成形选用与弯头外径持平的管坯,运用压力机在模具中直接成形。在冲压前,管坯摆放鄙人模上,将内芯及端模装入管坯,上模向下运动开端,通过外模的和内模的支撑作用使弯头成形。 与热推工艺比较,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状况,没有其它部位剩下的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但因为适用于单件出产和低本钱的特征,故冲压弯头工艺多用于小批量、厚壁弯头的制作。

8月16日上午8时,第二环境保护督察组向我省移交第五批信访件147件。其中,经第二环境保护督察组圈定为重点信访件的有32件。省信访工作组立即按工作规程交由所涉10市办理,明确边督边改工作要求和反馈时间节点,重点信访件明确由各市主要领导领办,专人负责,立行立改。第五批147件信访件中,按污染类型分类,其中:水污染52件、大气污染47件、噪声污染20件、油烟污染11件、生态破坏6件、扬尘污染5件、其他污染3件、垃圾污染2件、重金属污染1件。
冲压弯头分冷冲压和热冲压两种,一般依据材料性质和设备才华挑选冷冲压或热冲压。冷揉捏弯头的成形进程是运用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推进下,管坯沿内模和外模预留的空隙运动而完结成形进程。

亚心网讯(通讯员杜鹏飞)第八环境保护督察组8月11日起进驻新疆维吾尔自治区、新疆生产建设兵团开展环境保护督察。在动员会上,自治区党委书记陈全国要求,各级各部门各单位要主动接受督察、坚决配合督察、全力支持督察,本着高度负责的态度,实实在在地汇报工作,客观真实地提供情况,实事求是地反映问题,确保督察组顺利开展各项工作。连日来,阿勒泰地区按照环保督察组的要求迅速行动起来,不观望,不等待,不拖延,认真查摆问题,抓紧制定整改措施,以高度的责任感促进生态环保任务不折不扣落到实处。


