
6ES7521-1BH50-0AA0
工作速度是指PLC的CPU执行指令的速度及对急需处理的输入信号的响应速度。工作速度是PLC工作的基础。速度高了,才可能通过运行程序实现控制,才可能不断扩大控制规模,才可能发挥PLC的多种多样的作用。
PLC的指令是很多的。不同的PLC。指令的条数也不同。少的几十条,多的几百条。指令不同,执行的时间也不同。但各种PLC总有一些基本指令,而且各种的PLC都有这些基本指令,故常以执行一条基本指令的时间来衡量这个速度。这个时间当然越短越好,已从微秒级缩短到零点微秒级。并随着微处理器技术的进步,这个时间还在缩短。
执行时间短可加快PLC对一般输入信号的响应速度。从讨论PLC的工作原理知,从对PLC加入输入信号,到PLC产生输号的响应。不理想时,还要多延长一个周期。当输入信号送入PLC时,PLC的输入刷新正好结束,就是这种情况。这时,要多等待一个周期,PLC的输入映射区才能接受到这个新的输入信号。对一般的输入信号,这个延迟虽可以接受,但对急需响应的输入信号,就不能接受了。对急需处理的输人信号延迟多长时间PLC能予以响应,要另作要求。
为了处理急需响应的输入信号,PLC有种种措施。不同的PLC措施也不完全相同,提高响应速度的效果也不同。一般的作法是采用输入中断,然后再输出即时刷新,即中断程序运行后,有关的输出点立即刷新,而不等到整个程序运行结束后再刷新。
这个效果可从两个方面来衡量:一是能否对几个输入信号作快速响应;二是快速响应的速度有多快。多数PLC都可对一个或多个输入点作快速响应,快速响应时间仅几个毫秒。性能高的,大型的PLC响应点数更多。
工作速度关系到PLC对输入信号的响应速度,是PLC对系统控制是否及时的前提。控制不及时,就不可能准确与可靠,特别是对一些需作快速响应的系统。这就是把工作速度作为PLC指标的原因。
下面来介绍IM153的指示灯状态信息和它的读取方法:
1. 指示灯状态
西门子PLC的分布式I/O接口模块IM153的指示灯通常有以下几种:
(1)SF表示组错误,即通讯过程中存在系统硬件问题;
(2)BF1/BF2表示PROFIBUS-DP网络通讯故障;
(3)ACT表示当前IM153模块处于激活状态;
2. 信息读取方法
如果用户需要在控制系统中获取IM153模块的指示灯信息,需要使用编程软件进行程序设计。例如:如果用户的控制系统使用西门子PLC S7-300系列,则通过编程软件STEP7调用系统功能块SFC13-“DPNRM_DG”来实现。在调用的功能块中用户需要填写IM153的诊断地址,就可以查询到返回IM153的完整诊断信息。用户在调用功能块时,需要创建一个长度大于97个字节的DB块,用来保存状态信息。
S7-1500 Motion Control V13 Update 3
功能手册, 07/2014, A5E03879260-AC 81
同步运动
当同步轴同步为主值后,“同步”状态通过参数“"MC_GearIn.InGear" =
TRUE”显示,还会显示在 <TO>.StatusWord.X22 (Synchronous) 工艺对象的变量中。
跟随轴按照传动比跟随引导轴的动态值。
在跟随轴上组态的动态限值将不会再在“同步”状态下生效。
输出到驱动器的速度设定值为驱动器的已组态速度
(<TO>.Actor.DriveParameter.MaxSpeed)。
如果跟随轴无法跟随主值,则跟随误差会到跟随误差。
齿轮传动的响应特性表示为主值和从值之间的线性关系。
g 传动比(变换比)
φ 同步操作中主值和从值之间的位置偏移
同步过产生位置偏移,此后该值保持恒定。
可根据以下公式计算从值:
从值 = g × 主值 + φ
基本知识
3.19 同步操作
S7-1500 Motion Control V13 Update 3
82 功能手册, 07/2014, A5E03879260-AC
超驰同步操作
同步操作会被跟随轴上的运动控制作业超驰。
方向
传动比的分子为正数或负数。 这会如下响应:
● 正传动比:
引导轴和跟随轴同向运动。
● 负传动比:
跟随轴沿与引导轴相反的方向转动。
同步操作回原点
在相对齿轮传动下不会补偿跟随轴的位置偏移。
这意味着跟随轴在同步操作期间回原点时会产生新的偏移。
跟随轴回原点的作业会超驰同步操作。
注意
驱动器损坏
引导轴在回原点时,其位置可能会突然变化。
这种主值跳变会使跟随轴的设定值也发生跳变。
在考虑传动比的情况下,跟随轴会行进设定值的跳变量。
这会跟随轴出现急动补偿运动并使驱动器损坏。
如果引导轴需要在同步操作期间回原点,应将主值跳变及其对跟随轴的影响降至
。
基本知识
3.19 同步操作
S7-1500 Motion Control V13 Update 3
功能手册, 07/2014, A5E03879260-AC 83
3.19.3 主值耦合
同步操作的主值由引导轴提供。 主值始终为引导轴的位置设定值(设定值耦合)。
跟随轴可与不同的主值耦合。 任何时候都只能评估一个主值。
可通过定位轴或同步轴主值。
在用户程序中调用运动控制指令“MC_GearIn”来主值。
再次调用“MC_GearIn”其它引导轴时,主值会切换。
下图显示了带有多个主值的同步轴示例:
以下规则适用于主值耦合:
● 定位轴和同步轴可以主值。 引导轴可以将主值输出到多个跟随轴。
● 同步轴可与不同的主值互连。
操作期间所需的所有互连都必须在同步轴工艺对象的组态期间设置。
● 任何时候都只能评估一个主值。
基本知识
3.19 同步操作
S7-1500 Motion Control V13 Update 3
84 功能手册, 07/2014, A5E03879260-AC
● 无法进行递归互连。 引导轴无法作为跟随轴与自身主值互连。
以下示例显示了不允许进行的递归互连:
以下互连在 TIA Portal 中组态:
互连 轴 1 轴 2
A 轴 1 可以是轴 2 的引导轴 引导轴 → 跟随轴
B 轴 2 可以是轴 1 的引导轴 跟随轴 ← 引导轴
使用运动控制指令“MC_GearIn”启用互连 A 或互连 B。互连 A 和互连 B
不能同时启用,因为这会产生递归互连。
说明
耦合主值和从值时,不会转换为相关的已组态用户单位。
例如,如果引导轴为直线轴(毫米),跟随轴为轴(度),则在同步操作期间不会转
换单位。 如果引导轴 10 mm,跟随轴会以 1:1 的传动比 10°。
3.19.4 变量
以下工艺对象变量与同步操作相关:
状态指示器
<TO>.StatusSynchronizedMotion.ActualMaster 如果“MC_GearIn”作业已启动,则会显示当前使用的引
导轴的工艺数据块的编号。
“ActiveMaster”= 0 时禁用同步操作
<TO>.StatusWord.X21 (Synchronizing) 当同步轴同步为主值后,该值设置为 TRUE。
<TO>.StatusWord.X22 (Synchronous) 当同步轴与引导轴同步,并与引导轴同步时,该值
设置为 TRUE。
<TO>.ErrorWord.X14 (SynchronousError) 同步操作期间出错
运动控制指令“MC_GearIn”中的引导轴未组态为可
能的引导轴。
基本知识
3.20 操作顺序
S7-1500 Motion Control V13 Update 3
功能手册, 07/2014, A5E03879260-AC 85
3.20 操作顺序
3.20.1 用于运动控制的组织块
说明
创建工艺对象时,会自动地创建用于执行工艺对象的组织块。
工艺对象的运动控制功能可创建自己的执行级别,并根据运动控制应用循环进行调用。
创建下列块:
● MC-Servo [OB91]
位置控制器的计算
● MC-Interpolator [OB92]
评估运动控制指令、生成设定值和监控功能
组织块保护(专有知识保护)。 无法查看或更改程序代码。
2 个组织块彼此之间出现的关系始终为 1:1。 MC-Servo [OB91] 总是在 MC�Interpolator [OB92] 之前执行。
可以根据控制和负载的需求,设定组织块的应用循环和优先级。
基本知识
3.20 操作顺序
S7-1500 Motion Control V13 Update 3
86 功能手册, 07/2014, A5E03879260-AC
应用循环
可以在组织块属性中的“常规 > 循环时间”(General > Cycle Time)
下设置应用循环,以在其中调用 MC-Servo [OB91]:
● 与总线同步
MC-Servo [OB91]
可通过总线同步调用或以按一定比例的总线发送时钟调用。
可以在所选总线的属性中设置发送时钟。 在“分布式 I/O”(Distributed I/O)
下拉列表中,可选择下列总线:
– 等时同步 PROFIBUS DP
– 等时同步 PROFINET IO
无法使用通过通信处理器/通信模块 (CP/CM) 连接到 CPU 的总线同步调用 MC�Servo [OB91]。
● 周期性
MC-Servo [OB91] 以的应用循环周期性调用。
所选的应用循环时间必须足够长,才能在一个循环中处理工艺对象。
如果工艺对象的处理时间长于应用循环,则将发生溢出 (页 88)。
可使用扩展指令“RT_INFO”检查 MC-Servo [OB91] 和 MC-Interpolator [OB92]
的运行时间。
时钟缩短(CPU V1.5 及更高版本)
根据等时同步 PROFINET IO 的发送时钟,可缩短 MC-Servo [OB91] 的应用循环。
可将发送时钟的整数倍设置为系数。 应用循环的值可以是发送时钟(
32 ms)的 14 倍。
如果通过同一个 PROFINET IO 同步调用等时中断 OB 和 MC-Servo
[OB91],则为两个组织块设置相同的应用循环
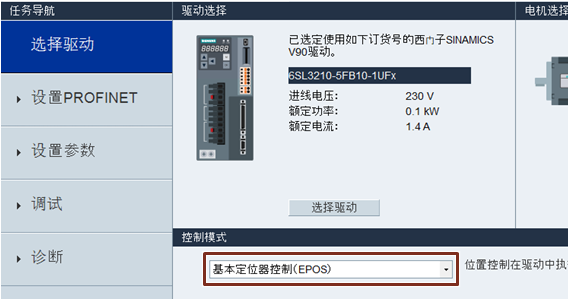
PLC通过PROFINET与V90 PN伺服驱动器搭配进行位置控制,使用V90 PN的其本定位功能(EPOS)时,需要使用调试软件V-Assistant对V90 PN进行项目配置。
1. 设置控制模式为"基本位置控制(EPOS)"
2. 配置通信报文为西门子报文111

3. 点击"设置PROFINET->配置网络",设置V90的IP地址及设备名称

注意:设置的设备名称一定要与S7-1500项目中配置的相同。
参数保存后需重启驱动器才能生效。
4. 设置机械结构相关参数

需要设置正确的齿轮比,以及设置负载转动一圈物体移动距离所对应的长度单位(LU)。如果定义1LU对应0.001mm,负载移动一圈长度为10mm,则此时负载转动一圈对应的长度单位为10000LU。
5. 设置基本定位功能的相关参数


