
昆山市钢管碰焊机操作简单效率稳定黔西南钢管碰焊机口碑好原理介绍
的事业单位法人证书;并具有有效的法定代表人证明书及法定代表人授权委托书;(三)投标人应具备建设行政主管部门颁发的建设工程质量检测机构资质证书,且证书在有效期内;(四)投标单位具有省级或以上人民政府计量行政部门颁发CMA认证合格证书,证书涵盖检测项目或参数至少包含:低应变、静载压桩试验、抗拔试验、钻芯法检测、基坑监测(位移、水位、沉降等内容)等,计量认证证书需在有效期以内;(五)投标人必须是广州市建设工程质量检测监管信息网联网检测企业名单中的企业,提供证明文件或网上查询结果打印页面;(六)人员资格

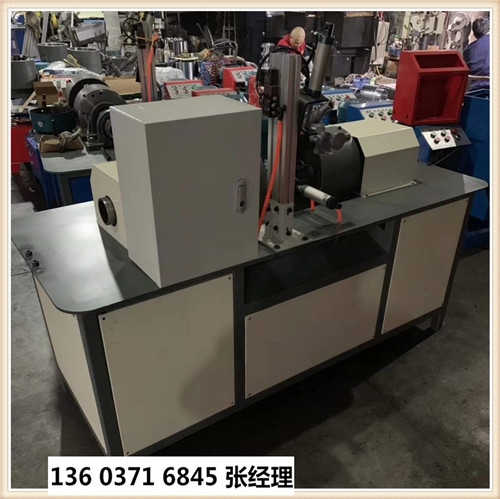
机器特点:气动自动夹具 焊枪自动摇摆 每分钟焊接一根钢管。
钢管焊管机是我公司生产的一款自动化点焊对焊弧焊设备,配套设备为二宝焊机,主要适用于建筑脚手架对焊对接,普通钢管碰碰焊机,管材焊接设备。iderzhangerfeng
运用对焊机应当:1.对焊机应安顿在室内或防雨的工棚内,并应有牢靠的接地或接零。当多台对焊机并列装置时,其互相间距不得小于3mm并应分离差别相位的电网上,且分离设备断路器2.焊接前,应检查并确认;对焊机的压力机构应灵巧,夹具应稳固,气压、液压系统不得有泄露3.焊接前,应依据所焊接钢管的截面调剂二次电压,不得焊接超越对焊机划定直径的钢管,4.断路器的打仗点、电极应按期光磨,二次电路衔接螺栓应按期紧固。冷却水温度不得超越40°,排水量应依据温度调理。5焊接较长钢管时,应设置托架。6.闪光区应设挡板,与焊接无关的职员不得入内。7冬期施焊时,温度不应低于8,工作后,应放机内冷却水。

设备外形尺寸:1700*700*700mm
设备整体重量:280kg
使用电压:380v/50HZ
电机功率:1.5kw
焊接管径范围:直径48mm、直径57mm
焊头输送控制:气动控制
平均焊接时长:25s/根
焊管方式:全自动焊接
控制方式:PLC电脑控制
变频器品牌:南京欧陆
焊机类型:二氧化碳气保焊机
额定输出容量:315A-32.6V
额定输入电压:3--380v,50Hz
输出空载电压:55v-80v
熔化 极MAG参数:输出电流(A):30-315电弧力(A/ms)1--10,输出电压(v):10-34
环缝自动焊机是一种能完成各种圆形、环形焊缝焊接的通用自动焊接设备。可用于碳钢、低合金钢、不锈钢、铝及其合金等材料的优质焊接,并可选择氩弧焊(填丝或不填丝)、熔化极气体保护焊等离子焊等焊接电源组成一套环缝自动焊接系统。该设备可广泛地应用于液压油缸、汽车方向架、传动轴、贮气筒、化工及医疗容器、液化气罐、消防器材、矿山及生产线用滚筒及储液筒等产品的焊接。
性能特点
床身采用卧式结构,由焊接结构件经退火后精加工而成,保证床身导轨不变形;
回转机头采用直流电机或交流变频电机驱动,速度稳定可靠;
主轴端部安装有焊接夹具或三爪卡盘,用于装夹定位工件;
尾座可采用气动或手动顶紧方式,端部可根据工件形式的不同选用不同的焊装夹具或活动顶尖;
尾座可在床身导轨上滑动,可调整机头尾座的距离以适应不同长度的工件;
焊枪机构可根据工件焊接位置的不同,沿导轨方向移动到相应位置;
焊枪手动三维调节机构和旋转机构可满足焊枪精确对准焊接位置时的微动调整需要;
焊枪气动升降机构和尾座气动顶紧机构可满足自动焊接和自动装夹的要求,提高生产效率;
根据工件焊接的要求,可选配气动升降托架,焊缝跟踪装置、焊接摆动器;
采用PLC可编程控制器作为主控单元,工业用触摸屏操作界面,自动化程度高,焊接质量稳定可靠;
可通过修改控制软件的程序及参数来调节设备的功能,实现圆形、半圆形、分段多段圆弧、环形焊缝的焊接。

随着单钢轮振动压路机技术的不断发展,人们对单钢轮振动压路机工作可靠性、操作舒适性以及作业质量的要求也越来越高。单钢轮振动压路机的减振系统不仅影响着整机操作舒适性,而且也对作业质量与整机可靠性有重要的影响。
9.1探明的可采储量(111):即探明的经济基础储量的可采部分。是指在已按勘探阶段要求加密工程的地段,在三维空间上详细圈定了矿体,肯定了矿体的连续性,详细查明了矿床地质特征、矿石质量和开采技术条件,并有相应的矿石加工选(冶)试验成果,已进行了可行性研究,包括对开采、选(冶)、经济、市场、法律、环境、社会和政府因素的研究及相应的修改,证实其在计算的当时开采是经济的。计算的可采储量及可行性评价结果的可信度高。


