
| 产品参数 | |||
|---|---|---|---|
| 是否支持加工定制 | 是 | ||
| 规格 | 36mm | ||
| 型号 | LC36 | ||
| 回转直径 | 430MM | ||
| 盘类加工直径 | 200MM | ||
| 轴类加工直径 | 100MM | ||
| 控制形式 | 数控 | ||
| 主电机功率 | 5.5KW | ||
| 主轴通孔直径 | 46 | ||
| 布局形式 | 卧式 | ||
| 加工精度 | 0.01mm | ||
| 最大加工长度 | 200MM | ||
| 重量 | 2.8吨 | ||
| X行程 | 900 | ||
| Z行程 | 300 | ||
| 主轴最高转速 | 5000RPM | ||
| 产地 | 东莞 | ||
| X轴重复定位精度 | ±0.001mm | ||
| Z轴重复定位精度 | ±0.001mm | ||
| 棒料直径 | 36mm | ||
| 主轴鼻端 | A2-4 | ||
| 卡盘尺寸 | 5寸 | ||
| 品牌 | 微控科技 | ||
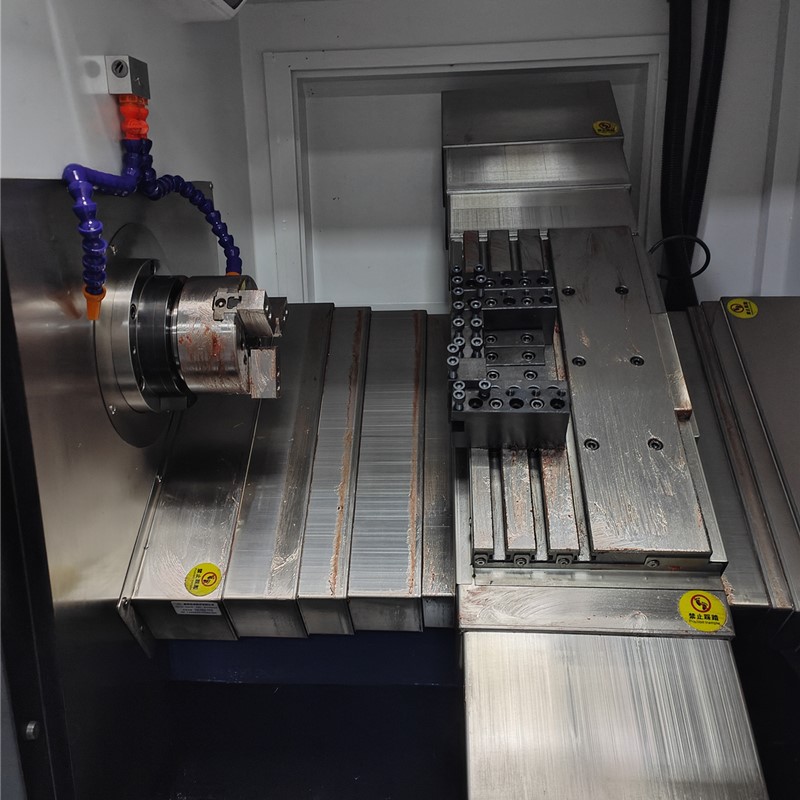
小型CNC车床 数控排刀机 36型斜轨数控车总线数控系统 46型机床
什么是小CNC数控车床?
小数控车床是配置有CNC数控系统、伺服控制系统等控制装置和高精度系统、刀库等执行机构的一款新型加工设备。从加工形式上来说,它和迄今为止任何一种加工机床都不太一样。小数控车床是集自动化加工和复合集中化加工为一体的高精、高效加工设备。
东莞数控车床 江苏数控车床 佛山数控车床
.jpg?w=750&h=645)
.jpg)
.jpg)

.jpg?w=750&h=631)
.jpg?w=750&h=1301)
.jpg?w=750&h=750)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
小数控车床在金属切削加工分享。佛山微控工业自动化科技有限公司是佛山一家数控系统开发和数控车床生产厂家。
一、造成工件加工尺寸偏差的主要原因
我们知道,数控车床是由控制系统、伺服驱动装置、伺服电机、机械进给装置、工作台部分、反馈测量装置等组成。工件加工时,通过CNC数控系统的数字运算后向伺服驱动装置发出控制信号,驱动伺服电机转动,再经机械进给装置递给工作台,使工件与刀具之间产生相对运动,同时位置检测反馈装置将工件与刀具之间的实际相对移动量转变成电信号反馈给CNC数控装置,数控装置将指令转位量与反馈的实际转位量进行比较,从而加工出符合加工程序设计要求的工件。
不过,在小数控车床实际加工中却时常出现工件与刀具之间并未完全按照指令值进行相对移动,造成加工零件尺寸与设计不符。从而出现加工尺寸偏差现象的发生。通常造成这类故障的原因主要有:伺服电机的实际转位值与指令转位值相符,但工件与刀具的实际相对移动未达到要求;伺服电机的实际转位值与指令转位值不符;机床传动系统回零位置偏差;外界干扰或脉冲丢失以及机械故障导致等几个原因。




.jpg)
.jpg)
.jpg)
.jpg)
二、工件加工尺寸偏差的解决措施
数控车床加工中这类系统一般都有误差补偿功能,因而采用软件补偿是预防和解决加工尺寸偏差为直接和有效的方法。主要包括刀具补偿和插补算法等两个措施。
1、插补算法补偿:我们知道,数控车床数控系统的数据值只能是一段轨迹的起点和终点坐标值,因此,在起点和终点之间要进行“数据点密化”工作,这个过程我们称之为插补过程。通过插补可以实时控制刀具在整个加工过程中的切削运动轨迹,大程度的降低因一些不可预知的原因对工件加工尺寸过大造成的影响。从而实现工件的高精度加工。
2、刀具补偿:通过刀具补偿预防数控车床工件加工尺寸偏差过大,是为主要的补偿手段不过,要进行刀具补偿先应对前后两段的轨迹交接类型进行判断,对于直线和圆弧有四种转接形式,分别为直线与直线相接、直线与圆弧相接、圆弧与直线相接和圆弧与圆弧相接。根据两段程序轨迹的矢量夹角和刀具补偿方向的不同,程序段过渡的刀具半径补偿分为伸长型、缩短型和插入型等三种转接过渡方式。
数控车床厂家 数控车床价格 广东数控车床
.jpg?w=800&h=800)


