恒美百特 于娜13791102652 8.28

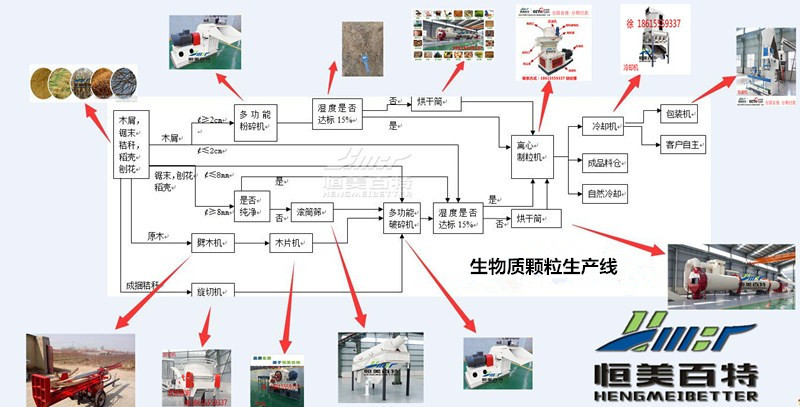
木屑颗粒的步骤
破碎

过程中所使用的原料必须破碎到很小。一般要足够小,才能装进模具。如果原料超过一英寸,首先要破碎。如果原料像木屑那样,即可跳过此步骤。
木片或其他小片可以用锤磨机更进一步缩减。
原料运输
一旦原料被破碎,它就必须被运送到烘干机。有几种方法可以运输这些原料,分别是螺旋输送机、传送带和真空系统。其中螺旋输送机就是最常见的运输方式。
干燥
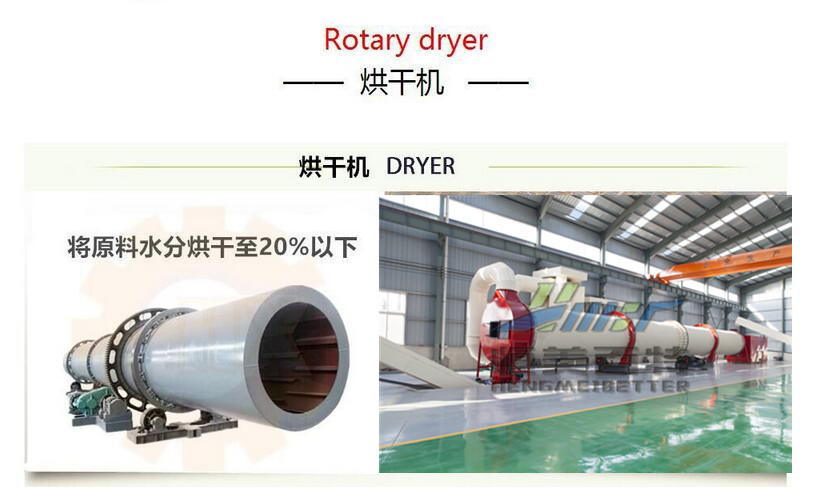
在制颗粒之前,必须保证原料是干燥的。根据所使用的原料,含水量应当是10%-20%之间。为了使制粒过程正常,原料应当有适量的水分。使原料干燥到含有适量水分含量,对于制造高品质颗粒来说是至关重要。
加热烘干是制粒过程中十分昂贵的部分。通常是更具成本效益的做法是,燃烧颗粒以产生热量。烘干机还用于加热原料,这使得它更混炼。
调整
在生产颗粒之前,原料必须有正确的性能。许多原料含有足够的天然木质素能够胶合起来的。其它原料可能需要加入另外的添加剂,如植物油。
如果原料从烘干机出来时,含水量过低的话,可以添加水分,或混合水分含高量的原料。
某些原料需要更多的热量和压力才能制成颗粒,因此它们必须提前加热。一般情况下,用烘干机将加热原料是足够。但在一些大型颗粒厂,原料是用干蒸汽加热。
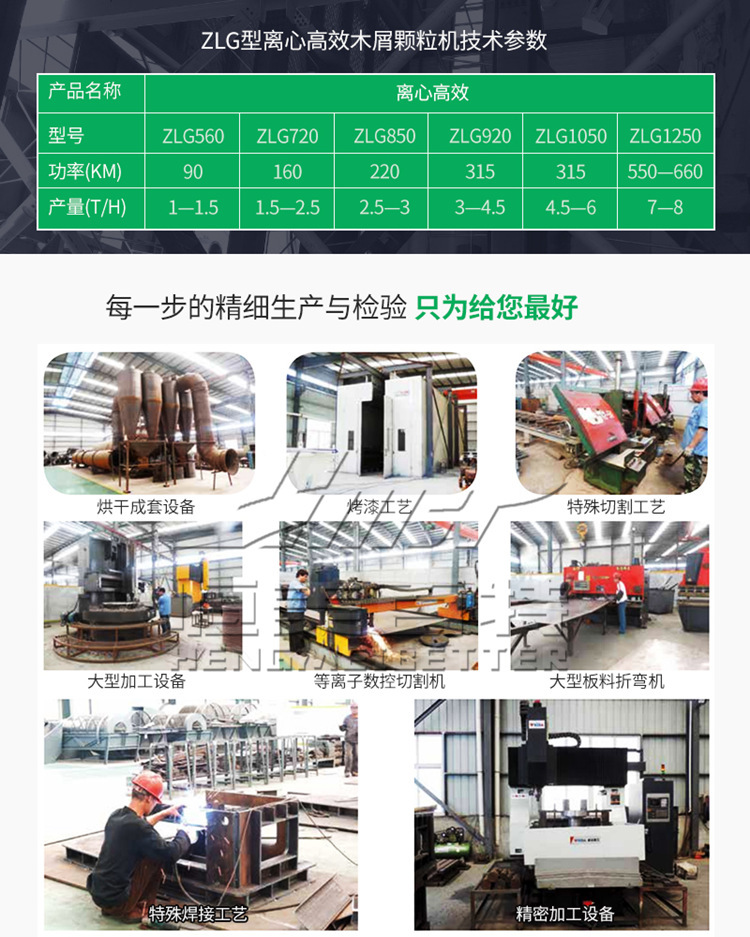
颗粒生产

有两种基本的颗粒机的类型,平模和环模。
用平模颗粒机,压辊与压模相对运动将物料夹持、压缩、压实进入模孔,通过模空再经切割而形成粒或块。



环模颗粒机有一个环模。通过环模和压辊挤压,挤入环模孔中成形,并不断向外端挤出。
筛分

并非所有的颗粒都是可用的。有些会碎成小块。这些小块必须通过筛分。取决于生产出的颗粒质量和一致性,也可能是按颗粒大小筛分。
冷却
当成品的颗粒离开颗粒机时,很烫,还会并释放水蒸气。因此必须要冷却和干燥。最常见的方法自然风干,有时是通过他们鼓风机或风扇。必须注意过快干燥,防止出现裂纹。
颗粒输送
一旦颗粒冷却后,它们将被输送到包装设备。在此过程中并不是使用螺旋输送机,因为它们会损坏颗粒。通常是使用斗式提升机。
套袋 贮藏颗粒
到这一步,颗粒已经完成并准备使用。但在大多数情况下,它们需要被储存和运输至消费者。颗粒必须存放必须远离潮湿。如果颗粒吸收水分,他们将扩大和变得毫无用处。
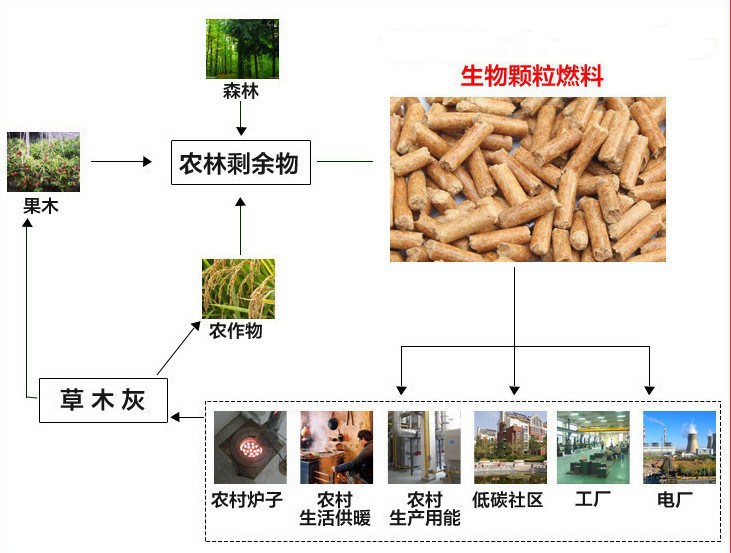
颗粒通常装进塑料袋里密封。对于大多数消费者来说,包装袋是一种易于携带的尺寸。重达一吨的大袋也可用于大型设备。直接用大型筒仓储存,散装装运给消费者。江苏溧阳木屑颗粒机生物质秸秆制粒机锯末颗粒机-恒美百特


立式环模颗粒机和传统环模颗粒机的区别:
1.进料方式:
环模是模具坚放的,由上到下,然后再转个90度进入制粒模具里。
立式环模呢,是模具平放的,口向上,由上到下直接进入制粒模具里。
由于锯末的比重很轻,让它转个弯不容易,而我们的立式环模是直上直下的,锯末进入后由压轮旋转甩到四周,均匀压制颗粒。
2.压制方式:
环模是模具转,压轮不动的,高速旋转,颗粒在模具上跟着转,颗粒很容易被甩碎,出现大量长短不齐颗粒或是粉。
我的们立式环模是压轮转,模具不动的,颗粒不会被二次甩碎。所以我们的颗粒机压出来,颗粒长短均等几乎没有粉,99%的成型。
3.机器结构:
环模的制粒室是密封的,在压制过程中,锯末颗粒由于挤压会出现高温,在密封的制粒室中越来越高,高温下导致环模经常损坏轴承,轴承是机器的核心,换轴承会增加成本,减少产量,浪费生产时间。我们的客户反映,环模的压轮轴承好的3-5天换一次。
我们的立式环模是向上敞口的,易于散热,另外还带一套风冷布袋除尘,使颗粒机在衡温下运行,加上压轮体积大,每个压轮里有3盘轴承,自动加油。所以我们的压轮每年换3-5次,这就是差距。

我们的离心高效木屑颗粒机首先采用电机直联方式,电机通过齿式联轴器与齿轮轴联结,经过齿轮的90°变向,卧式电机传动立式空心主轴,主轴带动压轮碾压模具的内表面完成压制过程。
其次,木屑颗粒机在工作时物料由进料口垂直落在架板表面,经过架板的旋转使物料连续均布在模具内腔表面(压轮与模具的接触立面),在压轮的碾压下粉状物料穿过模具的孔(均布在模具内表面的通孔)。此过程物料受到高压、高温的作用,产生物理变化或适当的化学变化(根据物料的性质),促使粉状物料形成不断加长的圆柱状实心体,此圆柱状实心体不断伸长直到被均布模具四周的切刀切断,形成一定规格的颗粒;散落在模具四周的颗粒由拨料齿集中到出料口,颗粒在重力的作用下自动落下,至此颗粒的压制过程完成。

颗粒成品