
热处理后的高速钢加工用什么刀具材质效果好?热处理后的高速钢硬度比较高,58度、60度、62度、65度,甚至67度以上,普通硬质合金刀具无法进行车削加工,用磨具砂轮磨削效率太低,不适合现代化的批量生产加工。而热处理后高速钢不仅硬度高,有些工件表面内孔壁有微变形,导致加工的时候出现断续车削打刀的情况,刀具损耗极大。华菱品牌非金属粘合剂立方氮化硼刀具加工热处理后高速钢效率高、耐磨损,多种材质牌号,从粗加工到精加工,连续切削到断续切削加工工况都有适合的刀具方案。
粗加工热处理后的高速钢CBN刀具:BN-S10,BN-S20

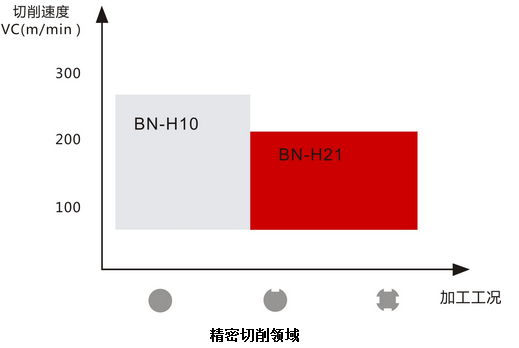
精加工热处理后的高速钢CBN刀具:BN-H10,BN-H21
例如还有的客户在加工一款热处理后硬度65度到67度的粉末高速钢模具(M2、M4、M5、M6)时,原来用普通CBN刀片,上表面出现高温脱层造成月牙洼磨损严重,只能加工1件,加工成本较高。后采用华菱品牌BN-H10(能承受中等断续切削的刀具材质牌号),切削效果很好。
热处理后的高速钢加工刀具如何选择?华菱品牌加工热处理后高速钢的刀具牌号及所能承受的加工硬度和吃刀深度:
|
刀具牌号 |
适合加工材质 |
加工方式 |
推荐切削状态 |
|
BN-S10 |
高速钢 |
粗加工 |
断续 |
|
BN-S20 |
淬硬钢、耐热耐磨钢、高锰钢 |
粗加工,半精加工 |
断续-连续 |
|
BN-H05 |
淬硬钢,高速钢 |
精加工 |
连续切削 |
|
BN-H10 |
淬硬钢,高强度合金 |
精加工 |
连续-中断续 |
|
BN-H21 |
淬硬钢,高速钢 |
精加工 |
中断续-强断续 |
热处理后的高速钢加工案例:
(1)BN-S20牌号加工热处理后的高速钢

(2)BN-H21牌号加工热处理后的高速钢

延伸阅读:
(1)华菱超硬已经形成了从连续到断续,从粗加工到超精加工一整套的以车代磨/硬车削刀具方案。凡购买我司郑州华菱刀具产品均实行质量三包,全程技术跟踪服务!
(2)针对热处理后的硬钢类加工,华菱超硬有专门的刀具牌号及切削参数,有效的解决了硬质合金刀具和陶瓷刀具加工硬钢时出现的不耐磨或者崩刀现象,并使得以车代磨,干式切削有效进行,不仅提高了加工效率,而且降低了加工时间,节约了加工成本。如轴承硬车PCBN刀片,齿轮硬车PCBN刀片,硬钢粗车刀片BN-S20牌号,硬面加工用CBN刀片,硬钢强断续切削刀片,调质钢加工用刀片,硬钢连续切削CBN刀片,硬钢轻断续切削刀片等。
在加工轧辊过程中仿形是常见的加工方式,由于整体立方氮化硼刀片没有加紧孔,仿形加工中可能会造成刀片发生位移,造成加工误差。为了保证轧辊的顺利加工,华菱推出了带定位槽、禁固坑的整体立方氮化硼刀片,使定位更可靠,满足数控仿形加工的需要。

