
111钴基堆焊焊丝是Co-Cr-W堆焊合金中C及W含量最低、韧性最好的一种。能承受冷热条件下的冲击,产生裂纹的倾向小,具有良好的耐蚀、耐热和耐磨性能。主要用于要求在高温工作时能保持良好的耐磨性及耐蚀性,如高温、高压阀门、热剪切刀刃、热锻模等
堆焊层硬度HRC:40-45
112钴基堆焊焊丝 相当AWSRCoCr-B
主要特征及用途:
112钴基堆焊焊丝,在Co-Cr-W堆焊合金中具有中等硬度,耐磨性比HS111好,但塑性稍差,具有良好的耐蚀、耐热及耐磨性能,在650℃左右高温下仍能保持这些特性。主要用于高温、高压阀门、内燃机阀、高压泵轴套和内衬套筒、热轧辊孔型等堆焊
堆焊层硬度HRC:45-50
113钴基堆焊焊丝
主要特征及用途:
113钴基堆焊焊丝,硬度高,耐磨性非常好,但抗冲击性较差,堆焊时产生裂纹倾向大,具有良好的耐蚀、耐热、耐磨性能,在650℃左右仍可保持这些性能。主要用于牙轮钻头轴承、锅炉的旋转叶片、粉碎机刃口、螺旋送料机等堆焊
堆焊层硬度HRC:55-60
113G钴基堆焊焊丝
主要特征及用途:
堆焊层具有优良的耐磨料磨损和耐热、耐腐蚀性能,至800℃的高温也能保持这些特性,单冲击韧性较差,对堆焊层温度较敏感。金相组织为共晶体和粗大复合碳化物。主要用于泵的套筒和旋转密封环、磨损面板、轴承套筒、高温热轧辊、油田钻头等堆焊
堆焊层硬度HRC:≥54
113Ni钴基堆焊焊丝
主要特征及用途:
该焊丝适当降低了含碳量,加入了较多的Ni及Fe等合金元素,从而提高了堆焊层的韧性和综合机械性能。主要用于耐气蚀、耐腐蚀性能要求较高的内燃机气门、排气阀的堆焊
堆焊层硬度HRC:37-40
114钴基堆焊焊丝相当AWSRCoCr-C
主要特征及用途:
高碳Co-Cr-W合金堆焊焊丝,耐磨性、耐蚀性好。但抗冲击韧度差。主要用于牙轮钻头轴承、锅炉旋转叶片等磨损部件的堆焊
堆焊层硬度HRC:≥52
115钴基合金堆焊焊丝 相当AWSRCoCr-E
主要特征及用途:
该焊丝是用钼强化的低碳钴铬合金,在室温下硬度较低,但冷作后硬度有所提高。堆焊层具有良好的男耐高温腐蚀,耐冲击能和良好的高温强度
堆焊层硬度HRC:≥27
116钴基合金堆焊焊丝 相当AWSRCoCr-C
主要特征及用途:
有较高的耐磨损性和高温强度,但韧性较差,在耐硫酸、磷酸、硝酸等工况条件下呈优良的耐腐蚀性。主要用于铜基及铝基合金的热压模等堆焊
堆焊层硬度HRC:46-50
117钴基合金堆焊焊丝
主要特征及用途:
有较强的耐磨料磨损及耐腐蚀性能,在800℃高温也能保持这些特性。用于泵的套筒和旋转密封环等磨损面的堆焊
堆焊层硬度HRC:≥53
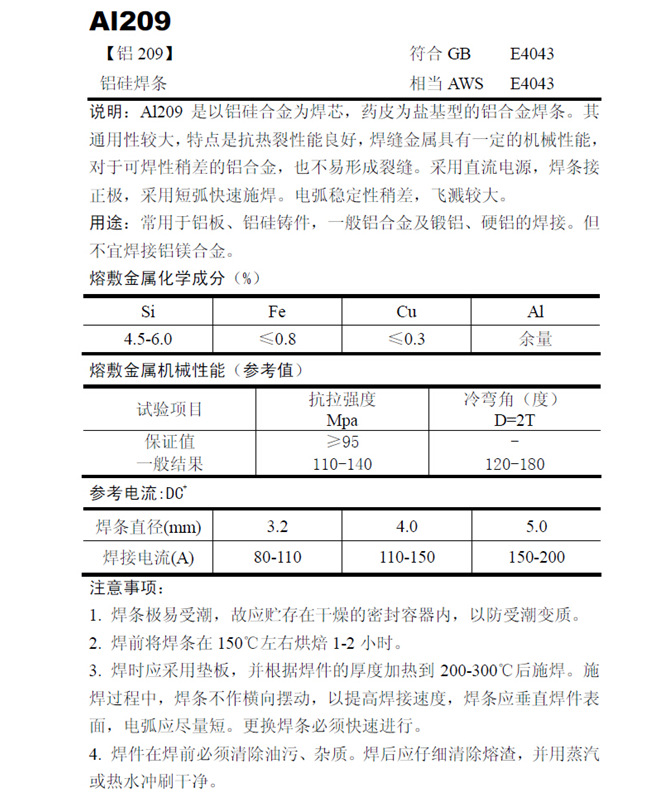
AI209铝硅焊条斯米克铝焊条
焊接方法:交流氩弧焊,纯氩气保护。焊前需清理工件焊口,忌空气、焊件、焊丝潮湿。焊接应用:焊接以下铝件——纯铝板,核电、铝厂、铝导杆、铝槽、铝母线、铝渔船、铝渔箱、渔罐、广告交通、工艺品、制冷行业等
纯铝焊丝,铝含量≥99.0%;该焊接材料具有极好的抗腐蚀性能,优良的导热、导电性能以及极好的可加工性能,焊缝成形美观光亮、电弧稳定、飞溅小。在阳极处理后具有很好的颜色配比性。
用途:用于纯铝的氩弧焊的填充材料,广泛应用于电解铝厂铝母线和导杆的连接以及电力、化学、食品、运动器材、铁路机车等相关铝合金的焊接。
铝焊丝、氩气质量的高低直接影响着焊接质量,例如铝焊丝含Mg量偏低,对于5A02、5083等防锈铝的焊接会导致焊缝金属抗拉强度值偏低,达不到相应标准要求;铝焊丝太软或焊丝直径波动值过大会影响TIG焊送丝的可靠和稳定;氩气纯度达不到要求会导致焊缝气孔等等。所以,焊接材料应向质量高的焊接材料生产厂定点采购为佳。另外,铝焊丝应存放在干燥、洁净的地方。
2、施焊时正确操作,严格控制焊接线能量,多层焊时还要严格控制层间温度
线能量过大,将大大降低接头性能;层间温度过高,不仅使接头强度下降,甚至降低塑性,还可能增大层间微裂纹倾向。
3、多层(道)焊时,可采取合适的工艺措施,避免未熔合等缺陷
多层(道)焊时,由于前一层焊缝表面向上凸起,易造成焊接死角,此时可对焊缝进行适当修磨后再施焊。随着层数的增加,焊接坡口宽度在加大,此时应增加焊缝道数,避免出现焊接死角。
4、采取适当的工艺措施抑制微小焊接缺陷,保证接头力学性能
从一些力学性能不合格试样断口分析可知,除了组织过热之外,一些微小的焊接缺陷如微气孔、微小夹渣等往往也是造成焊缝抗拉强度偏低、塑性不足的主要原因。所以应视具体的产品结构,采取预热、严格焊前清理及焊接层间清理等工艺措施来减小气孔倾向,避免夹渣,减少微裂以保证焊缝力学性能。
料303 45%银基钎料
规格:1.0mm、长度500mm 1公斤/盒
规格:1.5mm、长度500mm 1公斤/盒
规格:2.0mm、长度500mm 1公斤/盒
规格:2.5mm、长度500mm 1公斤/盒
规格:3.0mm、长度500mm 1公斤/盒
成份:Ag=44-46%;Cu=29-31%;Zn=23-27%
用途:料303银基钎料含银量为45%,熔点为665-745℃,具有良好的流动性和填缝性、钎缝表面光洁、接头强度高、耐冲击。
用途:常用于钎焊铜及铜合金、钢及不锈钢等。
符合:GB/T6418-2008 型号:BAg45CuZn
符合:AWS A5
.8-2004 型号:BAg-5


