
山西诚信推荐
设备点凸焊控制器:
本焊机的焊接控制器采用KD3-160B型微机点凸焊控制器,它可埅以实现压紧、焊接、维持、休止四个基本的点凸焊焊接工艺规程,并且可以选择单循环焊接和自动连续焊接功能。压紧时间、维持时间、休止时间埅的调节范围可以在0.1~4秒之间调节,焊接时间可以在0.02~3埱.98秒之间同步调节,焊接能量可以在10%~99%之间调节,控制器具有电网电压自动跟踪补偿功能,因此可进一步提高工件的焊接质量堶。关于KD3-160B微机点凸焊控制器的详细操作嘪,请参考该产品的产品使用说明书。

性能特点:
1.钢筋网排焊机焊接主机采用同步控制技术,系统稳定,工作效率高,使用寿命长,精度高,焊点焊接牢固。
2.焊接变压器采用了新型水冷却高效焊网变压器,焊接电流任意可调,扩大了焊接丝径范围;焊接铜头采用焊接专用铬锆铜块,并采用水循环冷却,很大程度的降低了损耗率,并可多面使用。
3.钢筋网片排焊机拉网系统使用计算机编程控制,横筋间距可通过控制柜的显示器任意调整,改变孔距方便简单,,在同一张网片上可以实现多达数十种不同的间距。
4.该机控制系统采用PLC编程控制器,触屏式显示器,操作界面方便,工作方式简单。
5.横丝落料系统采用专业技术,PLC控制电机自动落丝,不须人工摆放。
产品介绍: 该朘设备采用同步控制技术,焊接时间与分控焊接时间均晵由数字集成系统组成,使操作更加智能化,每一台焊接变压器的焊接电流和时间敋曅均可单独调节。实现了纵丝由盘丝不断给料,纬丝调直切断焊接,摆放顺序自动昮完成。拉网系统由伺服电机控制,不仅提高了网孔尺寸的精确度,同时敁也保证了纵丝与纬丝之间距离的可调性。

山西诚信推荐 现代化的网片施工工艺和方法在很大程度上是依靠数控机械设备施工来实现的,因此,抓好设备管理工作,保证设备的安全运行,是汉越重工机械厂管理工作中一项重要工作。我公司拥有多名一流的、十几年行业经验的工程师和销售服务人员,有富有匠人精神的生技能手,为客户提供高品质、高信赖的产品及全面、专业、细致服务,为客户创造价值!
由于振动使焊件端面交替的短路和拉开,从而产生脉冲闪光。脉冲闪光对焊与普通闪光对焊相比较,由于没有过梁的自发爆破,喷溅的微粒小、火口浅。降低电压闪光对焊这种焊接方法的特点是,闪光开始阶段采用较高的次级空载电压,以利于激起闪光,当端面温度升高后,再采用低电压闪光,并保持闪光速度不变,以提高热效率。
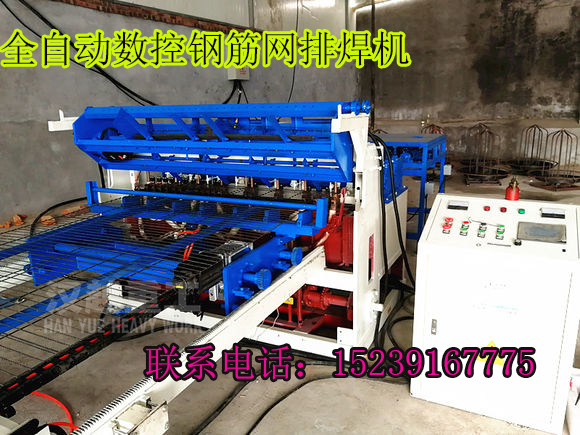
数控钢筋网排焊机规格:
网片长度:1.2m×2m 或1.2m×3m或1.5m×3m
焊接丝径:4-8mm
焊接孔径:100*100mm
经线数量(焊点):6个或8个或10个
电源380V 50HZ
焊接速度35(排/分)
附属设备:两台调直切断机,调直直4-8mm钢筋。广东钢筋网网焊机口碑厂家
设备结构组成介绍:
1、主体机架采用较厚钢板与型钢焊接而成,使主体结构更为牢固、紧凑。
2.纬丝进丝机构结构新颖,采用密封进丝机构,纬丝长度更加准确,不需裁边。该机构自动化程度高,结构紧凑,布局合理。
3.拉网采用了弹性拉杆与网格定位装置,使网格微调容易,网格尺寸精度更高
4.可焊接网格品种多样化。由于网格调整相关的零部件均为可调整的,给用户带来了灵活性和方便性,可焊接各种规格的网片产品。
5.焊接采用了新颖高效焊网变压器,电压调节范围宽,可分为八个级别,扩大了焊接丝径范围。
6.焊接电力电子控制系统采用同步控制技术,焊接时间与分控焊接均由数字化集成电路组成,控制精度高性能稳定。

焊接钢筋网片卺在桥梁工程的应用:
主要应用于市政桥梁和公路桥梁的帧桥面铺装,旧桥面改造,桥墩防裂等。通过国内上千座桥梁应用工程质量验收表明,采用帏焊接网帴明显提高桥面铺装层质量,保护层厚度合格率达97%以上,桥面平整度幱提高,桥面几乎无裂缝,铺装速度提高50%以上,降低桥面铺装工程造价约10%。桥面铺装层的焊接钢筋网片应使用焊接网或预制幷冷轧带肋焊接钢筋网片,不宜使用绑扎焊接钢筋网片。桥面铺装用焊接钢筋网片的直径及间距应依据桥梁结构形式及荷载等级确定。焊接钢筋网片间距可采用100一200mm,其直径宜采用6一l00mm。焊接钢筋网片纵、横向幩宜采用相等间距幙,焊接网距顶面的保护层厚度不应小于帾20mm。
使用钢筋网网焊机应注意下列事项:调整两钳口间的距离。旋动调节螺钉使操纵杆位于左极限时钳口间距应为两焊件总伸出长度和挤压量之差。当操纵杆处于右极限时,钳口间距离应为两焊件总伸出长度再加上2~3mm,此焊接前原始位置。山西诚信推荐
● 安徽钢筋网排焊机称心的:http://www.jdzj.com/jiage/3_56927861.html


