
西门子 6ES7132-4BF00-0AA0 西门子 6ES7132-4BF00-0AA0 西门子 6ES7132-4BF00-0AA0

电子模块 用于 ET 200S,8 个 24V/0.5A DC 数字输出, 15mm 结构宽度, 1 件/包装单位
| 产品 | ||||||||||||||||||||||||||||||||||||||||
| 商品编号(市售编号) | 6ES7132-4BF00-0AA0 | |||||||||||||||||||||||||||||||||||||||
| 产品说明 | 电子模块 用于 ET 200S,8 个 24V/0.5A DC 数字输出, 15mm 结构宽度, 1 件/包装单位 | |||||||||||||||||||||||||||||||||||||||
| 产品家族 | 数字量电子模块 | |||||||||||||||||||||||||||||||||||||||
| 产品生命周期 (PLM) | PM300:有效产品 | |||||||||||||||||||||||||||||||||||||||
| 价格数据 | ||||||||||||||||||||||||||||||||||||||||
| 价格组 / 总部价格组 | AL / 250 | |||||||||||||||||||||||||||||||||||||||
| 列表价(不含增值税) | 显示价格 | |||||||||||||||||||||||||||||||||||||||
| 您的单价(不含增值税) | 显示价格 | |||||||||||||||||||||||||||||||||||||||
| 金属系数 | 无 | |||||||||||||||||||||||||||||||||||||||
| 交付信息 | ||||||||||||||||||||||||||||||||||||||||
| 出口管制规定 | AL : N / ECCN : N | |||||||||||||||||||||||||||||||||||||||
| 工厂生产时间 | 10 天 | |||||||||||||||||||||||||||||||||||||||
| 净重 (Kg) | 0.043 Kg | |||||||||||||||||||||||||||||||||||||||
| 产品尺寸 (W x L X H) | 未提供 | |||||||||||||||||||||||||||||||||||||||
| 包装尺寸 | 6.20 x 9.00 x 2.30 | |||||||||||||||||||||||||||||||||||||||
| 包装尺寸单位的测量 | CM | |||||||||||||||||||||||||||||||||||||||
| 数量单位 | 1 件 | |||||||||||||||||||||||||||||||||||||||
| 包装数量 | 1 | |||||||||||||||||||||||||||||||||||||||
| 其他产品信息 | ||||||||||||||||||||||||||||||||||||||||
| EAN | 4025515074670 | |||||||||||||||||||||||||||||||||||||||
| UPC | 662643216585 | |||||||||||||||||||||||||||||||||||||||
| 商品代码 | 85389091 | |||||||||||||||||||||||||||||||||||||||
| LKZ_FDB/ CatalogID | ST76 | |||||||||||||||||||||||||||||||||||||||
| 产品组 | 4056 | |||||||||||||||||||||||||||||||||||||||
| 原产国 | 中国 | |||||||||||||||||||||||||||||||||||||||
| Compliance with the substance restrictions according to RoHS directive | RoHS 合规开始日期: 2008.12.31 | |||||||||||||||||||||||||||||||||||||||
| 产品类别 | A: 问题无关,即刻重复使用 | |||||||||||||||||||||||||||||||||||||||
| 电气和电子设备使用后的收回义务类别 | 没有电气和电子设备使用后回收的义务 | |||||||||||||||||||||||||||||||||||||||
| 分类 | ||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||
TM Count 2x24V,订货号: 6ES7550-1AA00-0AB0 是一个能够提供双通道计数、测量以及位置反馈功能的工艺模块。
图01. TM Count 2x24V 模块视图


计数是指对事件进行记录和统计,工艺模块的计数器 捕获编码器信号和脉冲,并对其进行相应的评估。可以使用编码器或脉冲信号或通过用户程序指定计数的方向。也可以通过数字量输入控制计数过程。模块内置的比 较值功能可在定义的计数值处准确切换数字量输出(不受用户程序及 CPU 扫描周期的影响)。
| 名称 | 订货号 | 版本 |
| CPU 1511 | 6ES7511-1AK00-0AB0 | FW V1.5 |
| TM 2x24V | 6ES7550-1AA00-0AB0 | FW V1.0 |
| STEP7 TIA Portal | 6ES7822-1AA03-0YA5 | V13 |




| 图例 | 名称 | 信号类型 |

|
增量编码器(A、B 相差) |
带有 A 和 B 相位差信号的增量编码器。 |

|
增量编码器(A、B、N) | 带有 A 和 B 相位差信号以及零信号 N 的增量编码器。 |

|
脉冲 (A) 和方向 (B) | 带有方向信号(信号 B)的脉冲编码器(信号 A)。 |

|
单相脉冲 (A) | 不带方向信号的脉冲编码器(信号 A)。可以通过控制接口指定计数方向。 |

|
向上计数 (A),向下计数 (B) | 向上计数(信号 A)和向下计数(信号 B)的信号。 |
表01. 计数器工艺对象支持的信号类型
在计数器特性里面可以配置计数器的起始值,上下极限值和计数值到达极限时的状态,以及门启动时计数值的状态。在本例中设置起始值为0,上下极限为+/-10000,设置当计数值到达极限时计数器将停止,并且将计数值重置为起始值,将门功能设置为继续计数(图11)。
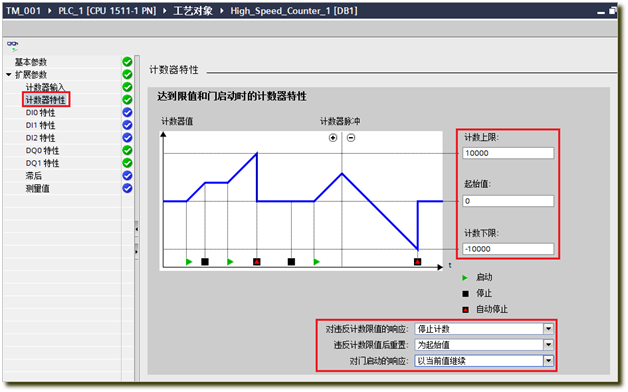
图11. 设置计数器的上下限及门功能



| 序号 | 名称 | 功能 |
| 1 | SwGate | 软件门:通过该控制位来控制计数器启动和停止; |
| 2 | ErrorACK | 错误应答:出现错误并处理错误后通过此控制位来复位故障状态; |
| 3 | EventACK | 事件应答:确认计数器事件状态,如:计数值超限等; |
| 4 | SetCountValue | 设置计数值:通过该控制位可以将当前计数值更改为其他值,注意:修改值需要写到工艺对象静态变量“NewCountValue”中; |
| 5 | StatusHW | 工艺模块状态位: 模块已组态并准备好运行, 模块数据有效; |
| 6 | StatusGate | 门状态位:该状态位反映了内部门的实际状态,只有改状态为为"True"时,计数器才会工作; |
| 7 | StatusUp | 增计数状态位:表示当前计数方向为增计数; |
| 8 | StatusDown | 减计数状态位:表示当前计数方向为减计数; |
| 9 | PosOverflow | 超上限状态位:表示当前计数值已经超过设定的计数值上限; |
| 10 | NegOverflow | 超下限状态位:表示当前计数值已经超过设定的计数值下限; |
| 11 | Error | 错误状态位:表示当前计数工艺对象有错误; |
| 12 | ErrorID | 错误代码:显示当前工艺对象错误的故障代码; |
| 13 | CounterValue | 计数值:计数器工艺对象的实际计数值; |



初学者入门
1.1 必要条件
> 必须有一个S7-300 站,带电源模块、CPU314-2 DP 和SM 338(订货号:6ES7 338-4BC01-0AB0);
> STEP 7(> 4.0.2.1)必须被正确安装在编程器上;
> 编程器已经按照实际硬件设备,正确建立了一个S7-300 站;
> 编程器已经通过编程介质(如:CP5511、CP5512、CP55611 或者PC Adapte,外加通讯电缆“MPI 电缆”、“RS232 电缆”)正确连接到S7-300 站的CPU 编程口上。
1.2 端子连接图和框图
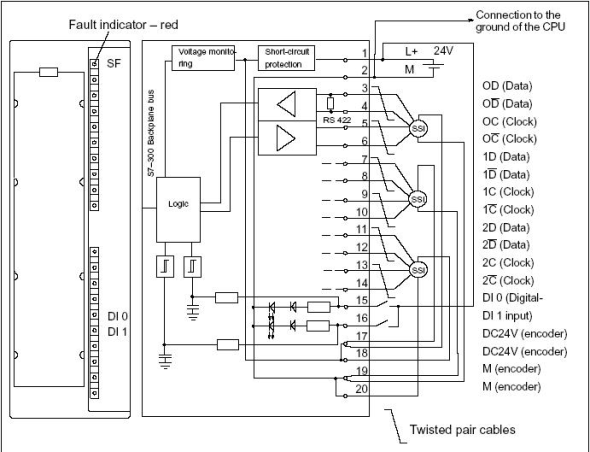
布线规则:
在对模板进行接线时, 应注意以下事项:
1. 编码器电源的接地与CPU 的接地不隔离。因此,应将SM 338(M)的引脚2 以低阻抗连接到CPU 的接地;
2. 编码器导线(引脚3-14)必须屏蔽,最好使用双绞电缆。并将任一端的屏蔽层进行支承;
3. 为了支承SM 338 的屏蔽层,应使用支承元件(订货号:6ES7 390-5AA00-0AA0);
4. 如果超出编码器的最大输出电流(900 mA), 必须连接一个外部电源。
1.3 SM338参数配置
你可以使用STEP 7 对SM 338 进行参数赋值。但必须在CPU 处于“STOP“ 模式下进行。当你设定完所有的参数后,应将参数从编程器下载到CPU 中。当CPU 从“STOP “模式转换为“RUN“ 模式时,CPU 即可将参数传送到SM 338。不能通过用户程序对参数重新赋值。
SM 338 的参数概述:
SM 338 的可编程参数概述及其缺省值,见下表。(如果你没有使用STEP 7 进行参数赋值,将使用缺省设置。) 注意:
| 参数 | 数值范围 | 缺省值 |
| 使能“诊断中断“OB82 | 有/无 | 使能参数,所有的3 个通道均 |
| 工作 | ||
| SSI 绝对值编码器类型: | 无/13 位/21 位/25 位 | 无:编码器输入被关掉; |
| 位报文帧长度 | SSI 位置检测的数据传输率。 | |
| 代码类型 | 格雷码/二进制码 | 注意电缆长度和波特率之间的关系。 |
| 传输速率 | ||
| 单稳时间是两个SSI 报文桢之间的时间间隔。 | ||
| 单稳时间 | 125kHz / 250kHz / 500kHz / 1MHz | |
| 所编程的单稳时间必须大于绝对值编码器的单稳时间。 | ||
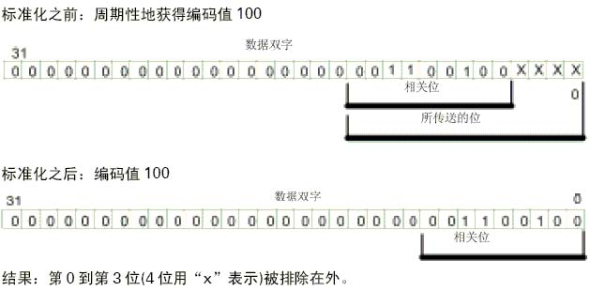
| 标准化: | 由于标准化,编码器的数值将在地址区内右移。不相关的地址区将被去除 | |
| 0 – 12 | ||
| 位置 | ||
| Feb 92 | ||
| 步进/分辨率 | ||
| FREEZE 功能 | 关闭/ 0 / 1 | 数字量输入的上升沿信号,触发编码数值的保持 |
注意:
> 传输速率和单稳时间会影响非等时模式中绝对值编码器值的精度;
> 在等时模式中传输速率和单稳时间将影响FREEZE 功能的精度(参见编码器制造商的技术规范);
> 所编程的单稳时间必须大于绝对值编码器的单稳时间;
> 绝对值编码器的单稳时间将使用以下限制:
(1/传输速率) < “绝对值编码器的单稳时间” < 64μs + 2 x (1/ 传输速率)
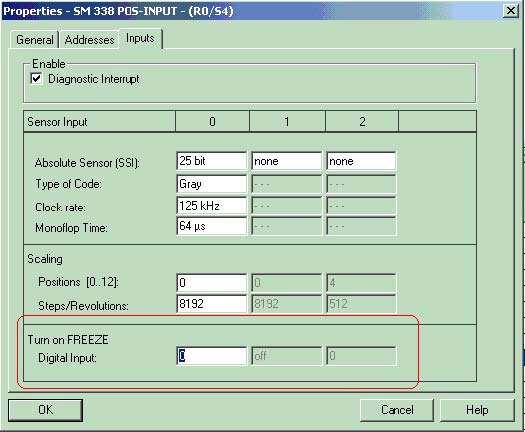
1.4 使能FREEZE 功能
用FREEZE 功能可以“ 保持“SM 338 当前的编码值。FREEZE 功能连接到SM 338 的数字量输入“DI 0“ 和“DI 1“。
通过“DI 0“ 和“DI 1“的沿变化(上升沿)触发“保持“功能。通过判断位31(输入地址) 的状态(0 和1),识别被保持的编码值。一个数字量输入可以“保持”1 个、2 个或3 个编码器值。
必须使能FREEZE 功能,也就是说用STEP 7 进行参数赋值。(如图)
直到FREEZE 功能结束前,将始终保持编码器值,并可以作为结果的一个功能进行评
估。
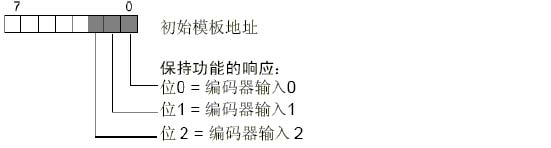
结束FREEZE 功能可以对每个编码器输入结束FREEZE 功能。可以用STEP 7 运行“T PQBxyz“ ,在用户程序中对0、1 和2 位置位来响应该功能。响应后,相应的编码器值的31 位被删除,并重新刷新。编码器值又可以再次被保持。一旦模板的输出地址的响应位被“复位” ,则编码器值可以再次被保持。
在等时模式中,在To 时间段进行响应。从该时间段,通过数字量输出可以再次保持编码器数值。
1.5 地址分配
1.5.1编码值的数据区
SM 338 的输入和输出都编址为初始模板地址。在使用STEP 7 进行SM 338 组态过程中,可以确定输入和输出地址。
1.5.2输入地址
| 编码器输入 | 输入地址(组态)+地址偏移量 |
| 0 | “初始模板地址“ |
| 1 | “初始模板地址“+ 4 字节地址偏移量 |
| 2 | “初始模板地址“+ 8 字节地址偏移量 |
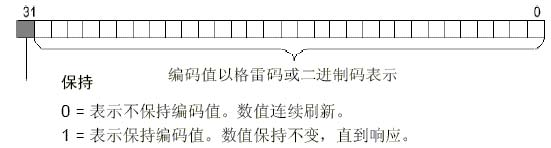
1.5.3编码器输入的数据双字结构:
每个编码器输入的数据双字具有如下结构:
1.5.4输出地址
1.5.5读取数据区
你可以在用户程序中, 使用STEP 7 运行L PID“xyz“(或者LAD 的“Move“指令)读取数据区。
1.6 程序编制,编码值的存取和保存功能使用实例
假设你想在编码器输入处读取,并且评估编码值。“初始模板地址“ 为“256“。OB1 程序如下:
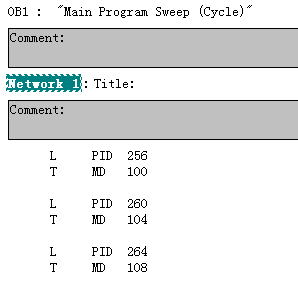
之后,你可以继续从位存储地址区MD 100、MD 104 和MD 108 读取编码值。编码值保存在存储双字的位0 到位30 中。
1.7 诊断中断程序编制本节将阐述SM 338 的诊断中断行为。
SM 338 可以触发诊断中断。有关下述OB 和SFC,参见STEP 7 的在线帮助, 其中阐述更为详细。
1.7.1使能诊断中断
没有预置中断,换言之,即如果没有相应的参数赋值,中断将被禁止。应使用STEP 7 赋值中断使能的参数。
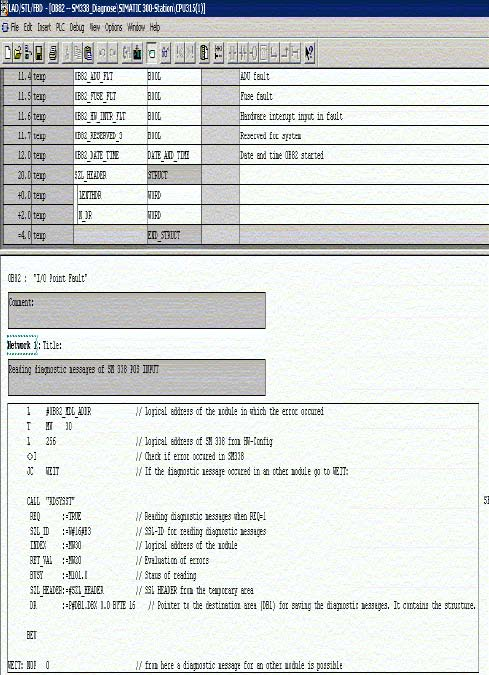
1.7.2诊断中断OB82 程序编制
如果你已使能诊断中断,当前的错误事件(故障的初始发生)和排除故障事件( 故障排除后的报文)都可通过中断来报告。
CPU 可以中断用户程序的执行,处理诊断中断块(OB 82)。在用户程序中,你可以调用OB 82 中的SFC 51 或SFC 59,以从模板中获得更为详细的诊断信息。
诊断信息在OB 82 退出之前都是一致的。当OB 82 退出时,将对模板作出诊断中断响应。
OB82 程序如下:
2 订货号
6ES7 338-4BC01-0AB0
3 特点
位置检测模板SM 338 具有以下特性:
> 连接最多3 个绝对值编码器(SSI),2 个数字量输入(用于保留编码器数值)
> 提供位置编码器数值, 用于STEP 7 软件程序的进一步处理;
> 可在用户程序中处理SM 338 采集的编码值;
> 等时模式;
> 24 VDC 额定输入电压;
> 与CPU 隔离;
4 所支持的编码器类型
位置检测模板SM 338 支持以下编码器类型:
> 带13 位报文帧长度的编码器;
> 带21 位报文帧长度的编码器;
> 带25 位报文帧长度的编码器;
> 编码器值的持续时间取决于传输和处理方法;
> 单稳时间超过64μs 的编码器不能用于SM 338 。
5 所支持的数据格式
支持格雷码和二进制码数据格式。
6 等时模式
6.1 硬件需求
> CPU 需要支持时钟功能;
> DP Master 需要支持“ 等时模式“;
> DP 接口模块(IM153-x)需要支持“等时模式“ 。
6.2 特性
> 根据系统参数的设置, 位置检测模板SM 338 既可以工作在“非等时模式“,也可以工作在“等时模式“;
> 在“等时模式“下,“DP Master“和“位置检测模板SM 338“之间,可以在“PROFIBUS DP” 通讯循环中,同步进行数据交换。所有“位置检测模板SM 338 “的16 个信号输入字节,保持一致、协调;
> 如果,当前“PROFIBUS DP“ 通讯循环中,由于“等时模式“失败造成其他的错误。那么, 在下一个“PROFIBUS DP “通讯循环中,“位置检测模板SM 338”可以自动恢复“等时模式“,而没有任何的错误反应;
> 如果“等时模式“失败,“位置检测模板SM 338“的16 个信号输入字节,将无法自动更新。
7 检测编码值
绝对值编码器以报文桢的形式向SM 338 传送编码值。通过SM 338 启动报文桢的传送。
> “非等时模式“的编码值检测可以随时进行;
> 在“等时模式“的编码值将在PROFIBUS DP 循环中的Ti 时间内同步进行检测。
7.1 “非等时模式“编码值检测
> SM 338 在每个参数化的单元时间间隔内执行报文桢的传送。
> SM 338 在刷新速率的循环中,与自由运行的报文桢异步地处理检测到的编码值。
7.2 “等时模式“编码值检测
> 当在DP 主站系统中的等距离总线循环被激活,以及DP 从站与DP 循环同步时, 将自动执行同步编码值的检测;
> SM 338 在每个PROFIBUS DP 循环的Ti 时间执行报文桢的传送;
> SM 338 以PROFIBUS DP 循环的时钟速率处理所传送的编码值。
8 格雷码与二进制码的转换
当设置为格雷码时,绝对值编码器以格雷码形式提供的编码值转换为二进制码。当设置为二进制码时,所发送的编码值将不进行转换。
9 传送的编码器值和规格化
被传送的编码器值,包括绝对值编码器的编码器位置。根据所使用的编码器,位于编码器位置之前和之后的其它位、连同编码器位置一起传送。
为了让SM 338 识别编码器位置, 应指定:
> 位置(0 至12);
> 步/分辨率。
编码器值标准化举例:
例如,当使用单圈编码器时,2(的9 次方幂)步=512 步/分辨率(分辨率/360°)。
在STEP 7 中进行下列参数设置
> 编码器绝对值:13
> 位标准化:4 个位置
> 步/分辨率:512
10 SM 338 的错误诊断
SM 338 可以提供所有诊断报文,而无需其它操作。
10.1 在STEP 7 中诊断报文后的动作
每个诊断报文都会致使以下动作:
> 诊断报文被输入到模板的诊断中, 并传送到CPU;
> 模板中的SF 指示灯亮;
> 如果你已使用STEP 7 对“使能诊断中断“进行了编程, 将触发一个诊断中断,并调用OB 82。
10.2 读出诊断报文
你可以通过用户程序中的SFC,读出详细的诊断报文(参见附录“信号模板的诊断数据”)。在模板诊断中,你可以查看STEP 7 中的故障原因(参见STEP 7 的在线帮助)。
10.3 SF 指示灯指示的诊断报文
> SM 338 通过SF 指示灯(组故障指示灯)指示错误。只要SM 338 一触发诊断报文,SF 指示灯就亮。当所有错误被排除之后,指示灯就熄灭。
> 如果出现外部故障(传感器电源短路),组故障(SF)指示灯也亮,与CPU 的运行状态无关(如果通电)。
> 在启动时以及SM 338 自测试时,SF 指示灯都亮一下。
10.4 SM 338;POS-INPUT 的诊断报文
下表概述了SM 338 的诊断报文
| 诊断报文 | LED | 诊断监测 |
| 模板有问题 | SF | 模板 |
| 内部故障 | SF | 模板 |
| 外部故障 | SF | 模板 |
| 通道错误 | SF | 模板 |
| 外部辅助电源故障 | SF | 模板 |
| 模板没有参数化 | SF | 模板 |
| 参数错误 | SF | 模板 |
| 通道信息可用 | SF | 模板 |
| 触发监测 | SF | 模板 |
| 通道错误 | SF | 通道(编码器输入) |
| 组态/参数赋值出错 | SF | 通道(编码器输入) |
| 外部通道错误(编码器错误) | SF | 通道(编码器输入) |
10.5 故障原因及排除
| 诊断报文 | LED | 诊断监测 |
| 模板故障 | 模板检测到一个错误 | |
| 内部故障 | 模板检测到PLC 中的错误 | |
| 外部故障 | 模板检测到PLC 外的错误 | |
| 通道错误 | 某些通道有故障 | |
| 外部辅助电源故障 | 没有模板的电源电压L+ | 馈入模板的电源电压L+ |
| 模板没有参数化 | 模板需要使用系统缺省参数,或者你规定的参数。 | 通电后报文排队,直到CPU 参数传送完毕。根据需要参数化模板。 |
| 参数错误 | 一组或者多组参数不合理 | 重新赋值模板参数 |
| 存在通道信息 | 通道错误; 或者模板可以提供其他通道信息 | |
| 看门狗断开 | 临时的高电磁干扰 | 排除干扰 |
| 通道错误 | 在编码器输入处检测到模板通道的错误 | |
| 组态/参数赋值出错 | 传送给模板的参数非法 | 重新赋值模板参数 |
| 外部通道错误(编码器错误) | 编码器电缆断线,没有连接编码器电缆或编码器故障 | 检查所连接的编码器 |
西门子 6ES7132-4BF00-0AA0 西门子 6ES7132-4BF00-0AA0 西门子 6ES7132-4BF00-0AA0


