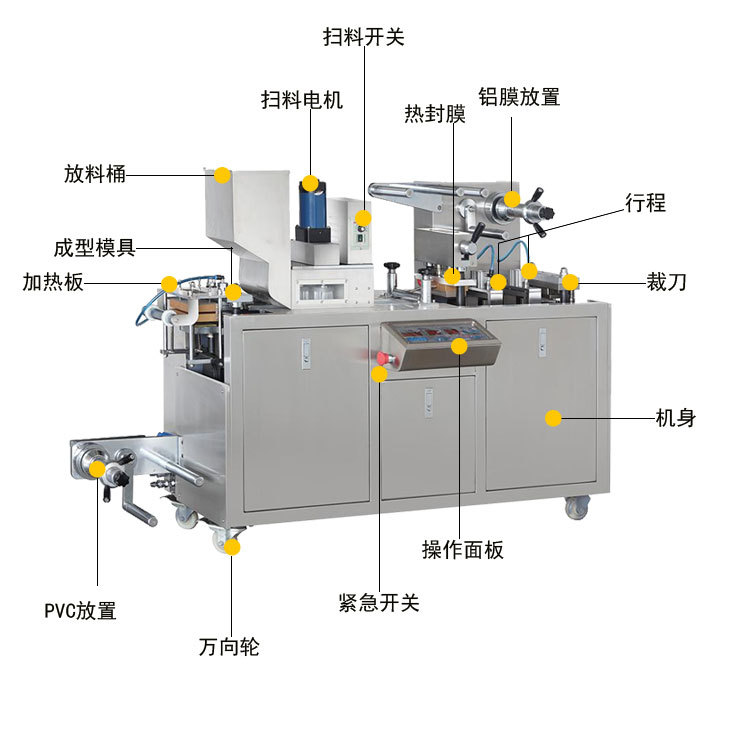
药片铝塑包装机 软胶囊全自动铝箔泡罩包装机厂家


|
型号 Model |
DPP-80 |
|
冲裁次数 Punch frequency |
10-33次/分 10-33times/min |
|
生产能力 Production capacity |
2400版/时 2400plates/hour |
|
最大成型面积及深度 Max. Forming area & Depth |
105x70(标准深度≦15)(mm)最大深度25mm(定制) 105x70(standard depth ≦15mm), Max. Depth 25mm( As adjusted |
|
标准行程范围 Standard Stroke range |
30-80毫米(可按客户要求设计) 30-80mm(can be designed as per user’s required) |
|
标准版块 Standard plate size |
80*57mm (可按客户要求设计) 80x57mm (can be designed as per user’s required) |
|
空气压力 Air pressure |
0.4-0.6兆帕 0.4-0.6Mpa |
|
耗气量 Compressed air required |
(空压机)≥0.3m3/min Air compressor≥0.3m3/min
|
|
电源总功率 Total power supply |
220V 50Hz 2.4Kw |
|
主电极功率 Main motor |
0.75Kw |
|
PVC硬片 PVC hard Film |
0.15-0.5*110毫米(mm) 0.15-0.5*110 (mm)
|
|
PTP铝箔 PTP Aluminum film |
0.02-0.035*110毫米(mm) 0.02-0.035*110 (mm) |
|
透析纸 Dialysis Paper |
50-100g*110毫米(mm) 50-100g*110(mm)
|
|
模具冷却 Mould cooling |
自来水或循环水 Tap water or Recycling water |
|
外型尺寸 Overall Dimension |
1840x590x1100毫米(mm)(LxWxH) 1840x590x1100 (mm)(LxWxH) |
|
重量 Weight |
净重415千克(Kg)毛重 465(kg) Net 415kg Gross weight: 465kg |
|
噪声指标 Noise index |
<75dBA |

Features:
1、 采用国内最新型的大传动机构,由排链带动主传动轴,免除了其它齿轮传动的误差和噪音。
It adopts the newest type high-power transmission mechanism to arrange the chain and drive the main driving shaft. The errors and noises of other gear wheel transmission can be avoided.
2、 电器采用进口控制系统,便可按照客户要求,配置缺料漏补装置和缺粒检测剔除装置。
Imported controlling system is adopted; also it can be equipped with detecting and rejection function device for number of medicines according to the user’s requirement.
3、采用光电控制系统,PVC、PTP、硬铝包装自动送料、废边自动冲切装置,确保超长距离多工位同步稳定性。
It adopts photoelectrical controlling system to make PVC, PTP, Aluminum/Aluminum material to be automatically fed and waste side to be cut automatically to guarantee the Synchronous stability of over- length distance and multi stations.
4、可另配光电检测校正装置,配进口步进电机牵引,图文对版印刷包装,优化包装物档次。
It can be optional equipped with photocell correction device, imported stepper motor trb and image- character register to optimize packing grade.
5、本机适用行业:食品、药品、医疗器械、五金、电子泡罩密封包装。
The machine is suitable for industries of foodstuff, medicine, medical instruments, hardware, electronics and etc for packing.

Work process
1、 成型(上下加热)
Forming ( up and down heating)
2、 热封(上加热)
Heating Sealing ( up heating)
3、 打码
Embossing
4、 压痕(可微量加热)
Impression
5、 切刀
Cutter
6、 成型输出成品
Finished product output

1、请您在操作使用前,先认真阅读此说 明书。以防操作有误,损坏机器。
2、安装前要检查地面水平度是否平衡。
3、应按接地标牌指定位置接入地线。
4、专职人员培训操作、维护。
5、机器应保持整洁。
6、机器生产前各部位必须加油(参操做条文)
7、机器出厂时传动箱表带润滑油,生产前必须加油。
8、提议本机最好采用无油空压机。
9、成型、热封、压痕等部位压力均不宜过大,否则影响使用寿命。成形、压痕之型垫转应留有一毫米左右浮动余地。
10、机器工作运行时,严禁用手触摸运行部件(特别是纵封、横封加热部位),确保人身和机器安全。

(一)、泡成型不良:
A、可能出现的现象:a)场所空气流量过大;b)加热区温度过低或过高;c)冷却水流量过大,带走热量过多;d)空气压力不宜或过早、迟;e)注意空气过滤阀存水;f)下模排气孔堵塞;g)上下模平面间渗漏气;h)PVC塑料质量不佳。
B、对应的解决办法:a)降低通风流量;b依温度控制仪适当调正控制温度(尽量电压控制);c)调节水阀控制水流量;d)校正机器放气阀位置、保持空气压一般为:0.6~0.8MPA;e)正常检查空气过滤阀必时清放;f)用钢针实行疏通;g)重新更模、需平面磨平加工;h)调换塑料。
(二)、运行不同步(指成形泡罩未能准确进入热封模孔位):
A、可能出现的现象:a)成形模与热封不为行程的整数倍;b)运行气压起引座平行过大过小;c)成形、热封模冷即不良;d)成形模到热封模之间有阻碍物;e)塑料承料轴旋转不灵热封模温度过高。
B、对应的解决办法:a)调节模具移动和箱体移动出厂已调好未待换模、通常无须高正以免调乱;b)调节起引座轴,在起引座轴上加机械油;c)适度加大冷即水量;d)检查从送料至热封运行中是否有阻碍,注意加料机械与板面之间间隙;e)清洗或更换轴承;调降低温热封温度。
(三)、铝箔起皱与偏移:
A、可能出现的现象:a)铝箔与PVC塑料粘合不整齐,(不平行);b)铝箔转折棍与PVC塑片纵线不垂直;c)网纹上锈,有污物;d)网纹板与模吻合不良,铝箔胶层不均。
B、对应的解决办法:a)撕断铝箔,调整位置重新粘合;b)调整垫塞转折辊支架和校正模具不符合;c)用钢丝侧清理或用锯条磨尖划;d)用二层铝箔折叠网纹模或油石视热封状况,局部打磨下模平面更换铝箔
(四)、冲截偏后,热封不良:
A、可能出现的现象:a)冲模与热封模间距不对;b)温度过低或过高压力不足或热封上气缸擅偏现象;c)压力不足或热封上气缸擅偏现象
B、对应的解决办法:a)整体移动冲模、箱体、注出厂时均已调动,且考虑运输振动及长期使用移位变形或换模版等因素所致;b)调节温控仪温度,尽量由调压来控制,使温度保持恒定在140oC左右(酌情而定);c)调节调整气缸压力(调压阀)同时检查硅橡板是否才化,可换,可取,铜皮垫气缸与热封座之间中(铜皮厚簿酌情而定)(注:调正时务必停机上止点)