您好,欢迎来到工控信息网!
请登录
免费注册
[
手机应用汇
]
家家平台
我的产品信息
我的建站管理
我的询盘管理
家家服务
家家通会员
网站建设
会展服务
广告服务
帮助中心
网站导航
首页
产品
企业
采购
展会
资讯
设为首页
添加收藏
工控信息网
机电之家旗下网站
企业
|
产品
|
商机
|
资讯
|
市场
搜索
高级搜索
0571-87774297
网站首页
供应信息
求购信息
产品信息
工控企业
新闻资讯
资料下载
安全中心
工程案例
行业展会
今日招聘
论坛中心
您当前位置:
首页
>
产品信息
>
焊接材料与附件
产品简介
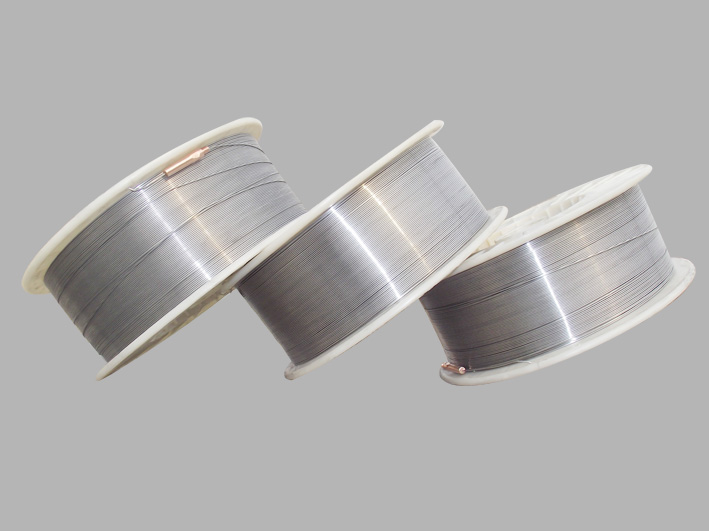
D888Ni耐磨焊丝HRC60-68°高耐磨修复矿山机件堆焊药芯焊丝
产品价格:
¥
上架日期:
2025-01-06 11:16:03
产地:
江苏苏州市
发货地:
江苏苏州市
供应数量:
不限
最少起订:
1千克
浏览量:
2
点击询价
QQ洽谈
资料下载:
点击下载
其他下载:
zdzlm
详细说明
D888Ni耐磨焊丝面向全国地区全面供货,有需要的老板请联系!价格优惠,质量。
产品型号:
D888Ni耐磨焊丝
产品用途:
高铬合金焊丝,适用于耐磨表面的堆焊,在WH-D888耐磨焊丝成分上,增加适量镍,使焊层韧性增加,耐磨性优良,适用于价值高的矿山耐磨砂石磨耗机件修复。
焊后硬度:
HRC60-68°
产品规格:
焊丝直径:φ1.6
产品包装:
15公斤/箱
注意事项:
1.采用直流反接;
2.焊接时,CO2气体流量宜为20~25L/min;
3.焊丝的干伸长度应控制在15~25mm范围内;
4.道间温度推荐保持在300℃左右;
5.焊前对焊件清除铁锈、油污、水分等杂质。
苏州壹胜佰焊接材料有限公司的焊接材料以质量优,品种多,型号服务周到,深受广大拥护的信赖就选万户焊材,出口品质,信誉好价格低,快来选购吧!
了解更多请继续关注耐磨焊丝生产服务供应商苏州壹胜佰焊接材料有限公司
产品型号(国家标准):
YD258耐磨焊丝
产品用途:
YD258耐磨焊丝是CO2气体保护的普通高锰型堆焊药芯耐磨焊丝,堆焊时电弧稳定、脱渣容易。D258耐磨焊丝在D256的基础上添加适量铬钼,使焊层更耐磨,适用于修复较重要的锰13钢件。适用于单层或多层堆焊修复较重要的锰13钢件。各种破碎机、高锰钢轨、道岔、推土机等受冲击而易磨损部分的堆焊。
熔敷金属化学成分(质量分数)(%):
C≤1.10;Mn 11.00~16.00;Si≤1.30;Cr≤5.00;Mo≤2.50。
参考电流(焊丝直径/焊接电流):
1.2mm/180A~220A;1.6mm/200A~240A.
焊后硬度: HRC50-55°
焊丝包装: 15公斤/盘
注意事项:
1.采用直流反接;
2.焊接时,CO2气体流量宜为20~25L/min;
3.焊丝的干伸长度应控制在15~25mm范围内;
4.道间温度推荐保持在300℃左右;
5.焊前对焊件清除铁锈、油污、水分等杂质。
苏州壹胜佰焊接材料有限公司的焊接材料以质量优,品种多,型号服务周到,深受广大拥护的信赖就选苏州壹胜佰焊材,出口品质,信誉好价格低,快来选购吧!
产品型号(相对国家标准):
YD988耐磨焊丝
产品用途:
YD988耐磨药芯焊丝是新开发研制的新型硬度耐磨药芯焊丝,加大了镍和钨成分,提高了焊丝的硬度和耐冲击力,适用于承受高度磨损和高冲击的部件做高硬度硬面处理,例如堆焊修复磨煤辊/盘瓦、矿(钢)渣磨辊/盘瓦、矿山粉碎机辊、破碎机锤,制造耐磨复合钢板,复合 辊堆焊等。
熔敷金属化学成分(质量分数)(%):
碳含量3,铬含30.0,钨10.0,镍,3.6,锰2.5,钼1.8,
参考电流(焊丝直径/焊接电流):
1.2mm/180A~220A;1.6mm/200A~240A.
焊后硬度: 68-75HRC
焊丝包装: 15公斤/盘
注意事项:
1.采用直流反接;
2.焊接时,CO2气体流量宜为20~25L/min;
3.焊丝的干伸长度应控制在15~25mm范围内;
4.道间温度推荐保持在300℃左右;
5.焊前对焊件清除铁锈、油污、水分等杂质。
在线询盘/留言
*
您的姓名:
*
联系手机:
固定电话:
*
联系邮箱:
所在单位:
*
需求数量:
*
咨询内容:
我想了解:《D888Ni耐磨焊丝HRC60-68°高耐磨修复矿山机件堆焊药芯焊丝》的详细信息.请商家尽快与我联系。
您要求给厂家提供:
免责声明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,本网对此不承担任何保证责任。我们原则 上建议您选择本网高级会员或VIP会员。
企业信息
苏州壹胜佰焊接材料有限公司
会员级别:
------------ 联系方式 ------------
联系人:
任总()
联系电话:
0158-51421191
联系手机:
15851421191
传真号码:
-
企业邮箱:
1668194600@qq.com
网址:
yishengbai11.jdzj.com
邮编:
地址:
企业网站
进入商铺
最新供应
寿力空压机压力开关407778压力调节开关
西门子扭矩电机1FW6230-0VB15-5GC2价格
西门子扭矩电机1FW6190-0VB15-5GC2使用方法
原装西门子电机1FW6290-0WB15-7AC2简介
西门子扭矩电机1FW6190-0WA15-2JC2性能介绍
原装西门子电机1FW6230-0VA10-5GC2代理
原装西门子电机1FW6190-0WA05-1JC2性能介绍
原装西门子电机1FW6230-0WA07-2JC2市场价格
西门子扭矩电机1FW6190-0WA07-1JC2现货热卖
原装西门子电机1FW6290-0TB15-7AC2供应
西门子扭矩电机1FW6230-0VB07-1JC2报价
西门子SIEMENSLDZ10501936变频器配件价优
罗宾康LDZ10500424.100现货专供
SIEMENS罗宾康LDZ10501937变频器配件现货专供
SIEMENS罗宾康LDZ10501507变频器配件价优
推荐供应
0571-87774297






{kind=link}